
Warum es wichtig ist, den richtigen Hersteller für Ventildeckel zu wählen
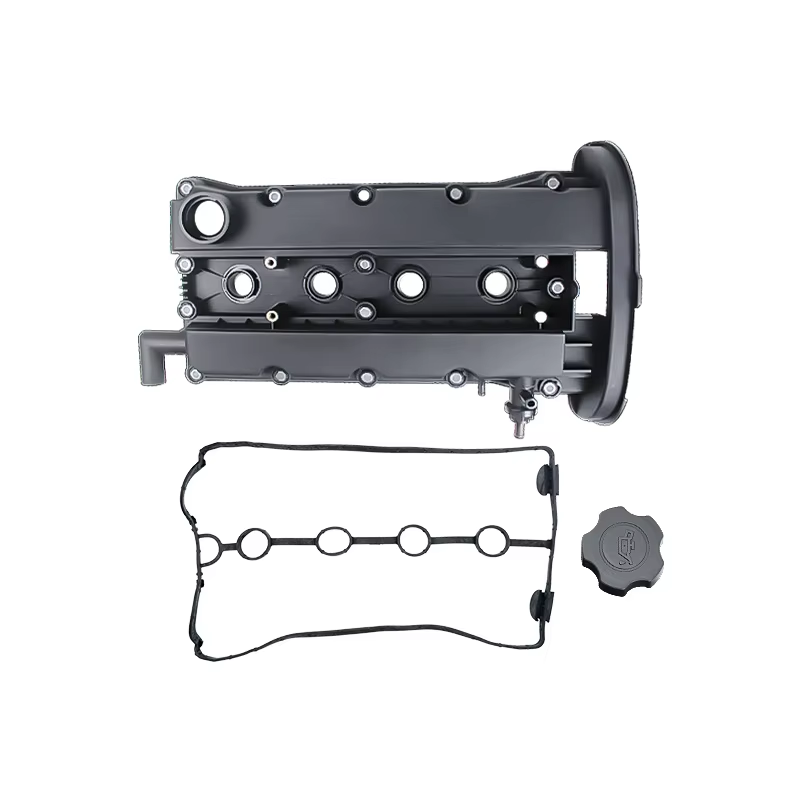
Die Ventildeckel an einem Motor dienen als wesentlicher Schutz für das gesamte Ventiltriebsystem. Sie verhindern, dass Schmutz und Ablagerungen in empfindliche Komponenten wie Nockenwellen und Kipphebel gelangen, regulieren gleichzeitig den Ölstand und tragen zur gezielten Wärmeableitung bei. Wenn jemand bei Ventildeckeln Kosten spart, läuft er langfristig Gefahr, ernsthafte Probleme zu bekommen. Undichte Dichtungen führen zu Ölverlusten, wodurch die Wirksamkeit der Schmierung um rund 40 % oder mehr sinkt – mit der Folge einer beschleunigten Abnutzung sämtlicher Teile. Billig gefertigte Deckel neigen dazu, sich bei sehr hohen Temperaturen zu verziehen, insbesondere bei Dieselmotoren, bei denen Temperaturen von über 300 Grad Fahrenheit auftreten können. Diese Verzug beeinträchtigt den Innendruck und beschädigt letztlich die Dichtungen. Mechaniker beobachten dieses Phänomen regelmäßig in ihren Werkstätten. Verschiedene Feldberichte zufolge gehen etwa ein Viertel aller frühen Ventiltrieb-Ausfälle auf mangelhafte Dichtung zurück. Und wenn Hersteller bei Materialqualität oder Bearbeitungsgenauigkeit Kompromisse eingehen, steigt das Risiko noch weiter: Risse entstehen leichter, Schmutz dringt an Stellen ein, wo er nicht hingehört, und Motoren geraten in kritischen Momenten in eine Ölversorgungsunterbrechung.
Die Zusammenarbeit mit einem technisch versierten Hersteller liefert präzisionsgefertigte Komponenten, die optimale Verdichtungsverhältnisse gewährleisten, Flüssigkeitsverluste verhindern und die Wartungsintervalle um 30–50 % verlängern. Diese Entscheidung beeinflusst direkt die Betriebssicherheit, die Gesamtbetriebskosten sowie die Einhaltung von Luft- und Raumfahrt-Standards für Haltbarkeit wie ISO/AS9100.
Wesentliche Qualifikationen eines zuverlässigen Herstellers für Motorventildeckel
ISO-zertifizierte Produktion und Materialrückverfolgbarkeit
Die besten Hersteller der Branche erhalten ihre ISO-9001-Zertifizierung tatsächlich korrekt. Es handelt sich dabei nicht nur um ein Dokument, das sie zur Schau stellen, sondern vielmehr um die Grundlage ihrer Qualitätskontrollprozesse und gewährleistet eine vollständige Rückverfolgbarkeit der verwendeten Materialien. Das bedeutet, dass jede einzelne Ventildeckelkomponente – unabhängig von der Produktionscharge – strenge Spezifikationen hinsichtlich ihrer Abmessungen, metallurgischen Eigenschaften und ihrer Leistungsfähigkeit erfüllen muss. Diese Unternehmen investieren erheblich in Verfolgungssysteme, die die Rohstoffe vom vertrauenswürdigen Lieferanten über den gesamten Fertigungsprozess hindurch verfolgen – von der Aufschmelzung der Metalle über das Gießen der Formen bis hin zu den abschließenden Bearbeitungsschritten. Dadurch wird verhindert, dass gefälschte Legierungen unbemerkt in die Produktion gelangen, und es wird sichergestellt, dass sämtliche Komponenten wichtigen Industriestandards wie SAE J429 und ASTM A380 entsprechen. Noch bevor mit der Bearbeitung eines Teils begonnen wird, prüfen Spektrometer die Art der vorliegenden Legierung, um spätere Probleme zu vermeiden.
Präzise CNC-Bearbeitung und Oberflächenfinish-Kontrolle
Führende Hersteller setzen hochgenaue CNC-Bearbeitungszentren ein, die Toleranzen von ±0,005 mm an kritischen Dichtflächen einhalten können – dies ermöglicht eine gleichmäßige Dichtungskompression und beseitigt Leckagen unter extremen thermischen Wechselbelastungen. Nach der Bearbeitung wird die Ebenheit mittels berührungsloser Messtechnik innerhalb von 0,0005 Zoll pro Zoll validiert. Zu den zentralen Oberflächenfinish-Verfahren gehören:
- Mikrofinish zur Erzielung von Ra-Werten unter 0,8 µm – für eine optimale Haftung der Dichtung
- Umfangsfräsen für spannungsfreie Bohrung von Schraubenlöchern und zur Vermeidung von Verformungen während der Montage
- Roboterbürstenentgraten , um Mikrograte zu entfernen, die Ermüdungsrisse auslösen könnten
Die statistische Prozesskontrolle (SPC) in Echtzeit überwacht den Werkzeugverschleiß und die dimensionsbezogene Drift und passt die Werkzeugwege automatisch an, sobald Abweichungen 0,003 mm überschreiten. Abdeckungen, die mittels dieses Systems validiert wurden, weisen nach über 1.000 thermischen Zyklen keinerlei Dichtungsdegradation auf – was ihre Langzeitzuverlässigkeit unter realen Einsatzbedingungen belegt.
OEM/ODM-Kapazitäten: Vom Prototyping bis zur Serienfertigung
Verfügen über echte OEM-/ODM-Kapazitäten bedeutet mehr als nur einfache Fertigungsoperationen. Es umfasst vielmehr das Vorhandensein von Ingenieuren, die in jeder Entwicklungsphase schnell reagieren können. Spitzenhersteller unterstützen ihre Kunden dabei, nahtlos von kleinen Serienprototypen für Tests zu Großserienfertigung mit einer jährlichen Produktionskapazität von über 100.000 Einheiten überzugehen. Dies erreichen sie durch flexible CNC-Bearbeitungskapazitäten und vollautomatisierte Montagesysteme. Wenn Unternehmen diese unterschiedlichen Funktionen intern integrieren, verkürzen sie in der Regel die Zeit bis zur Markteinführung ihrer Produkte um rund 30 bis 40 Prozent. Gleichzeitig gewährleisten sie äußerst präzise Toleranzen von ±0,05 Millimetern – unabhängig von der Produktionsmenge. Die Nutzung computergestützter Konstruktionswerkzeuge (CAD), um Fertigungsprozesse bereits vor der Herstellung der eigentlichen Werkzeuge zu simulieren, hilft, Kosten für verschwendete Materialien einzusparen. Dieser Ansatz verhindert zudem kostspielige Änderungen während der Produktion und beschleunigt den gesamten Genehmigungsprozess erheblich.
Individuelle Konstruktionsunterstützung für anwendungsspezifische Dichtungen und Montagen
Ingenieurteams arbeiten Hand in Hand mit ihren Kunden und gehen dabei über einfache Anpassungen von Zeichnungen hinaus, um reale Probleme im Zusammenhang mit thermischer Ausdehnung, hochfrequenten Schwingungen und aggressiven chemischen Umgebungen zu lösen. Mithilfe parametrischer Modellierungstools passen diese Experten sämtliche Merkmale an – von der Flanschform über die Dichtungsnutentiefe bis hin zu den Bolzabständen. Das Ziel? Ein vollständig dichtes System selbst bei Drücken über 300 psi und Temperaturbereichen von minus 40 Grad Celsius bis hin zu 200 Grad Celsius. Bei Befestigungslösungen spielt Präzision eine entscheidende Rolle: Die Komponenten werden individuell an die jeweiligen Motorfreiräume angepasst und bieten zudem zusätzliche Funktionen wie integrierte Schalldämpfer oder zentrifugale Ölabscheidesysteme. Bei der Materialauswahl kommt der rechnergestützten Spannungsanalyse eine zentrale Bedeutung zu. Die Teams wählen geeignete Aluminiumlegierungen wie A380 oder A390 gezielt gegen Verbundwerkstoffe ab – stets basierend auf den konkreten Anforderungen des jeweiligen Projekts. Dieser Ansatz führt typischerweise zu einer um rund 25 Prozent längeren Lebensdauer der Komponenten im Vergleich zu Standard-Produkten aus dem Regal.
Globale Konformität, Prüfung und langfristige Versorgungssicherheit
Wie gut ein Unternehmen internationale Vorschriften und Leistungsstandards erfüllt, zeigt wirklich den Stand seiner Lieferkette und welche Risiken es langfristig zu bewältigen hat. Spitzenhersteller halten sich an zahlreiche Regelungen in verschiedenen Regionen: Sie beachten die REACH-Verordnung in Europa, stellen sicher, dass sie die Anforderungen der US-Umweltschutzbehörde (EPA) in Nordamerika erfüllen, und wahren den IATF-16949-Standard für Automobilfertigungsprozesse. Viele halten zudem die ISO/IEC-17025-Norm für die Akkreditierung von Laborprüfungen ein. Die Einhaltung dieser unterschiedlichen internationalen Standards ermöglicht es Unternehmen, neue Märkte schneller zu erschließen, ohne immer wieder aufwändige Neuzulassungsverfahren durchlaufen zu müssen.
Dauerhaftigkeitsvalidierung: Temperaturwechsel, Druck- und Dichtheitsprüfung
Strenge, standardisierte Validierungsverfahren unterscheiden bewährte Hersteller von Komponentenlieferanten. Zu den branchenführenden Prüfprotokollen gehören:
- Thermisches Zyklen von −40 °C bis 150 °C über 500+ Zyklen – Validierung der Beständigkeit gegen Verzug und Dichtungsrelaxation
- Hydrostatischer Drucktest bei 1,5-fachem maximalen Betriebsdruck (≥ 25 PSI), in Übereinstimmung mit den strukturellen Anforderungen nach SAE J1453
- Lecktest mittels Helium-Massenspektrometrie , wobei Fehler unterhalb von 1 × 10⁻⁶ mbar·L/s erkannt werden – der Goldstandard zur Verifizierung einer hermetischen Abdichtung
Der Prüfprozess simuliert tatsächlich das, was Motoren über viele Jahre Betrieb erleben würden, und zeigt, wie gut sie sich beispielsweise konstanten Vibrationen und plötzlichen Temperaturwechseln nach Hunderttausenden von Zyklen widersetzen. Die Auswertung von Wartungsberichten aus dem Flotteneinsatz im Jahr 2023 liefert eine wichtige Erkenntnis: Ölverluste stehen nach wie vor an erster Stelle als vermeidbarster Grund für Ausfälle im Feld. Wenn Hersteller diese strengen Prüfungen immer wieder erfolgreich bestehen, zeigen sich konkrete Vorteile: Garantieansprüche nehmen ab, Produktionslinien werden seltener gestoppt, und jene unvorhergesehenen Stillstände, die Unternehmen finanziell belasten, treten deutlich seltener auf.