
เหตุใดการเลือกผู้ผลิตฝาครอบวาล์วเครื่องยนต์ที่เหมาะสมจึงมีความสำคัญ
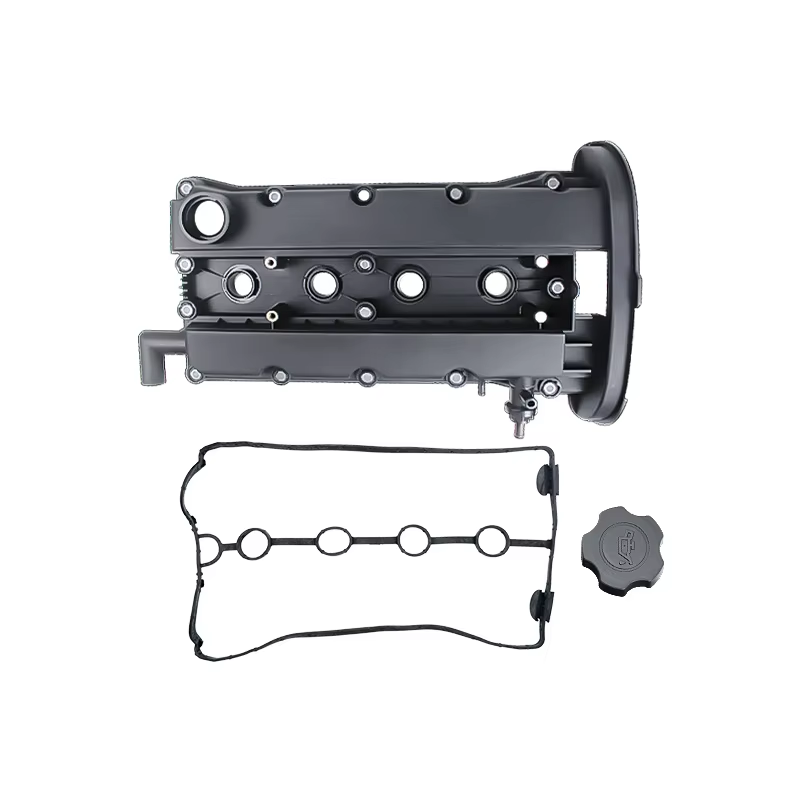
ฝาครอบวาล์วบนเครื่องยนต์ทำหน้าที่เป็นส่วนป้องกันที่จำเป็นสำหรับระบบวาล์วทั้งหมด โดยช่วยป้องกันไม่ให้สิ่งสกปรกและฝุ่นละอองเข้าไปสัมผัสกับชิ้นส่วนที่บอบบาง เช่น เพลาลูกเบี้ยว (camshafts) และคันโยกวาล์ว (rocker arms) ขณะเดียวกันยังควบคุมระดับน้ำมันหล่อลื่นและช่วยในการถ่ายเทความร้อนออกได้อย่างเหมาะสม หากผู้ใช้งานเลือกใช้ฝาครอบวาล์วราคาถูก ก็เท่ากับกำลังเชิญชวนปัญหาในอนาคตมาสู่ตนเอง ซีลที่มีคุณภาพต่ำจะก่อให้เกิดการรั่วของน้ำมันหล่อลื่น ซึ่งส่งผลให้ประสิทธิภาพการหล่อลื่นลดลงประมาณ 40% หรือมากกว่านั้น ส่งผลให้ชิ้นส่วนทั้งหมดสึกหรอเร็วขึ้น ฝาครอบวาล์วที่ผลิตด้วยคุณภาพต่ำมักบิดงอเมื่ออุณหภูมิสูงมาก โดยเฉพาะในเครื่องยนต์ดีเซล ซึ่งอุณหภูมิอาจสูงเกิน 300 องศาฟาเรนไฮต์ การบิดงอนี้จะรบกวนแรงดันภายในระบบ และในที่สุดทำให้ซีลหรือจอยต์ (gaskets) เสียหาย ช่างกลไกพบปัญหานี้บ่อยครั้งในร้านซ่อมของตน ตามรายงานจากภาคสนามต่าง ๆ พบว่าประมาณหนึ่งในสี่ของกรณีที่ระบบวาล์วเสียหายก่อนกำหนดเกิดจากปัญหาการซีลที่ไม่ดี และหากผู้ผลิตลดทอนคุณภาพวัสดุหรือความแม่นยำในการกลึงชิ้นส่วน ความเสี่ยงก็จะเพิ่มสูงขึ้นอีก รอยแตกร้าวเกิดขึ้นได้ง่ายขึ้น สิ่งสกปรกแทรกซึมเข้าไปยังบริเวณที่ไม่ควรจะเข้าไป และในช่วงเวลาที่สำคัญยิ่ง เครื่องยนต์อาจขาดน้ำมันหล่อลื่นอย่างรุนแรง
การร่วมมือกับผู้ผลิตที่มีความเชี่ยวชาญด้านเทคนิคช่วยให้ได้ชิ้นส่วนที่พอดีอย่างแม่นยำ ซึ่งรักษาอัตราส่วนการอัด (compression ratios) ให้อยู่ในระดับที่เหมาะสม ป้องกันการรั่วของของเหลว และยืดระยะเวลาระหว่างการบำรุงรักษาออกไป 30–50% ตัวเลือกนี้ส่งผลโดยตรงต่อความน่าเชื่อถือในการปฏิบัติงาน ต้นทุนรวมตลอดอายุการใช้งาน (total cost of ownership) และการปฏิบัติตามมาตรฐานความทนทานระดับอวกาศ เช่น มาตรฐาน ISO/AS9100
คุณสมบัติสำคัญของผู้ผลิตฝาครอบวาล์วเครื่องยนต์ที่น่าเชื่อถือ
การผลิตที่ได้รับการรับรองตามมาตรฐาน ISO และการติดตามแหล่งที่มาของวัสดุ
ผู้ผลิตชั้นนำในอุตสาหกรรมนี้ได้รับการรับรองมาตรฐาน ISO 9001 อย่างถูกต้องแท้จริง ซึ่งไม่ใช่เพียงแค่การแขวนใบรับรองไว้บนผนังเพื่อแสดงเท่านั้น แต่ยังเป็นกรอบพื้นฐานของกระบวนการควบคุมคุณภาพทั้งหมด และทำให้สามารถติดตามแหล่งที่มาของวัสดุได้อย่างครบถ้วนทุกขั้นตอน สิ่งนี้หมายความว่า ฝาครอบวาล์วทุกชิ้นที่ผลิตออกมานั้นจะต้องสอดคล้องกับข้อกำหนดที่เข้มงวดอย่างเคร่งครัดในด้านขนาด คุณสมบัติของโลหะ และประสิทธิภาพในการใช้งาน ไม่ว่าจะผลิตจากล็อตใดก็ตาม บริษัทเหล่านี้ลงทุนอย่างหนักในระบบการติดตามวัสดุ ตั้งแต่แหล่งวัตถุดิบที่ได้รับการรับรองจากซัพพลายเออร์ที่เชื่อถือได้ ตลอดจนกระบวนการผลิตทั้งหมด รวมถึงขั้นตอนการหลอมโลหะ การหล่อขึ้นรูป และการกลึงขั้นสุดท้าย ซึ่งช่วยป้องกันไม่ให้อัลลอยปลอมแฝงเข้าสู่สายการผลิต และรับประกันว่าวัสดุทั้งหมดจะสอดคล้องกับมาตรฐานอุตสาหกรรมที่สำคัญ เช่น SAE J429 และ ASTM A380 ก่อนที่จะเริ่มต้นขั้นตอนการตัดชิ้นส่วนแม้แต่น้อย เครื่องสเปกโตรมิเตอร์จะทำการตรวจสอบชนิดของอัลลอยที่ใช้ เพื่อป้องกันปัญหาที่อาจเกิดขึ้นในขั้นตอนต่อไป
การกลึงด้วยเครื่อง CNC แบบแม่นยำและการควบคุมผิวสัมผัส
ผู้ผลิตชั้นนำใช้ศูนย์กลึง CNC ที่มีความแม่นยำสูง ซึ่งสามารถรักษาระดับความคลาดเคลื่อนได้ที่ ±0.005 มม. บนพื้นผิวปิดผนึกที่สำคัญ—เพื่อให้เกิดการบีบอัดของกาวรองพื้น (gasket) อย่างสม่ำเสมอ และขจัดเส้นทางการรั่วไหลภายใต้สภาวะการเปลี่ยนแปลงอุณหภูมิอย่างรุนแรง (thermal cycling) หลังการกลึงแล้ว จะมีการตรวจสอบระดับความเรียบ (flatness) ด้วยระบบวัดแบบไม่สัมผัส (non-contact metrology) ซึ่งให้ความแม่นยำไม่เกิน 0.0005 นิ้วต่อนิ้ว กระบวนการขั้นสุดท้ายหลักประกอบด้วย:
- การขัดผิวด้วยเทคโนโลยีไมโคร (Micro-finishing) เพื่อให้ได้ค่าความหยาบผิว (Ra) ต่ำกว่า 0.8 ไมครอน—ซึ่งช่วยให้กาวรองพื้นยึดติดได้อย่างเหมาะสมที่สุด
- การกัดแบบรอบนอก (Peripheral Milling) เพื่อการเจาะรูสำหรับสกรูโดยไม่เกิดความเครียด ป้องกันการบิดเบี้ยวขณะติดตั้ง
- การกำจัดเศษโลหะส่วนเกินด้วยหุ่นยนต์ (Robotic deburring) เพื่อกำจัดเศษโลหะขนาดเล็ก (micro-burrs) ที่อาจเป็นจุดเริ่มต้นของการแตกร้าวจากความเหนื่อยล้า (fatigue cracks)
การควบคุมกระบวนการเชิงสถิติแบบเรียลไทม์ (Real-time Statistical Process Control: SPC) ใช้ตรวจสอบการสึกหรอของเครื่องมือและการเบี่ยงเบนของมิติ โดยจะปรับเส้นทางการตัดของเครื่องมือโดยอัตโนมัติเมื่อค่าเบี่ยงเบนเกิน 0.003 มม. ฝาครอบที่ผ่านการตรวจสอบและรับรองภายใต้ระบบนี้แสดงให้เห็นว่าไม่มีการเสื่อมสภาพของประสิทธิภาพการปิดผนึกเลย แม้หลังผ่านการทดสอบการเปลี่ยนแปลงอุณหภูมิมากกว่า 1,000 รอบ—ซึ่งพิสูจน์ถึงความน่าเชื่อถือในระยะยาวภายใต้สภาวะการใช้งานจริง
ความสามารถในการผลิตแบบ OEM/ODM: ตั้งแต่การสร้างต้นแบบไปจนถึงการผลิตในปริมาณสูง
การมีศักยภาพจริงในการผลิตแบบ OEM/ODM นั้นเกินกว่าการดำเนินงานการผลิตแบบธรรมดา ซึ่งรวมถึงการมีวิศวกรที่สามารถตอบสนองได้อย่างรวดเร็วในทุกขั้นตอนของการพัฒนาผลิตภัณฑ์ ผู้ผลิตชั้นนำช่วยให้ลูกค้าเปลี่ยนผ่านอย่างราบรื่นจากต้นแบบจำนวนน้อยสำหรับการทดสอบ ไปสู่การผลิตจำนวนมากที่มีปริมาณมากกว่า 100,000 หน่วยต่อปี โดยทำเช่นนี้ผ่านทรัพยากรเครื่องจักร CNC ที่ยืดหยุ่นและระบบประกอบอัตโนมัติเต็มรูปแบบ เมื่อบริษัทผสานรวมฟังก์ชันต่าง ๆ เหล่านี้ไว้ภายในองค์กรเอง มักจะลดระยะเวลาที่ใช้ในการนำผลิตภัณฑ์ออกสู่ตลาดลงประมาณ 30 ถึง 40 เปอร์เซ็นต์ ในขณะเดียวกัน ก็ยังคงรักษาระดับความแม่นยำของการวัดไว้ที่ ±0.05 มิลลิเมตร ไม่ว่าจะเป็นปริมาณการผลิตเท่าใดก็ตาม การใช้เครื่องมือการออกแบบด้วยคอมพิวเตอร์ (CAD) เพื่อจำลองกระบวนการผลิตก่อนสร้างแม่พิมพ์หรือเครื่องมือจริง จะช่วยประหยัดค่าใช้จ่ายจากการสูญเสียวัสดุได้ นอกจากนี้ แนวทางนี้ยังช่วยป้องกันการเปลี่ยนแปลงที่มีค่าใช้จ่ายสูงระหว่างการผลิต และเร่งกระบวนการอนุมัติโดยรวมได้อย่างมีนัยสำคัญ
การสนับสนุนการออกแบบเฉพาะตามความต้องการสำหรับการปิดผนึกและการยึดติดที่ใช้งานเฉพาะ
ทีมวิศวกรทำงานร่วมกับลูกค้าอย่างใกล้ชิด โดยไม่เพียงแค่ปรับแบบแปลนเท่านั้น แต่ยังแก้ไขปัญหาจริงในโลกแห่งความเป็นจริง เช่น ปัญหาการขยายตัวจากความร้อน การสั่นสะเทือนที่มีความถี่สูง และสภาพแวดล้อมที่มีสารเคมีรุนแรง อีกทั้งด้วยเครื่องมือการสร้างแบบพารามิเตอร์ (parametric modeling tools) ผู้เชี่ยวชาญเหล่านี้สามารถปรับเปลี่ยนทุกสิ่ง ตั้งแต่รูปร่างของฟลานจ์ (flange) ความลึกของร่องซีล (gasket channel) ไปจนถึงรูปแบบระยะห่างของสลักเกลียว (bolt spacing pattern) เป้าหมายคืออะไร? คือการทำงานที่ไม่มีการรั่วซึมแม้ภายใต้แรงดันสูงกว่า 300 psi และช่วงอุณหภูมิที่กว้างตั้งแต่ลบ 40 องศาเซลเซียส ไปจนถึง 200 องศาเซลเซียส สำหรับโซลูชันการติดตั้ง ความแม่นยำมีความสำคัญอย่างยิ่ง พวกเขาออกแบบชิ้นส่วนให้สอดคล้องกับระยะว่างเฉพาะของเครื่องยนต์ (engine clearances) พร้อมเสริมคุณสมบัติพิเศษอื่นๆ เช่น แผ่นกั้นภายใน (built-in baffles) หรือระบบแยกน้ำมันด้วยแรงเหวี่ยง (centrifugal oil separation systems) ส่วนในเรื่องของวัสดุ การวิเคราะห์ความเค้นด้วยคอมพิวเตอร์ (computational stress analysis) มีบทบาทสำคัญต่อการตัดสินใจ ทีมงานเลือกใช้อะลูมิเนียมอัลลอยที่เหมาะสม เช่น A380 หรือ A390 ร่วมกับวัสดุคอมโพสิต ตามความต้องการเฉพาะของแต่ละโครงการ แนวทางนี้มักทำให้อายุการใช้งานของชิ้นส่วนยาวนานขึ้นประมาณ 25 เปอร์เซ็นต์ เมื่อเทียบกับผลิตภัณฑ์มาตรฐานที่มีจำหน่ายทั่วไป
ความสอดคล้องตามมาตรฐานระดับโลก การทดสอบ และความน่าเชื่อถือของห่วงโซ่อุปทานในระยะยาว
ระดับความสอดคล้องของบริษัทต่อข้อบังคับและมาตรฐานประสิทธิภาพระดับนานาชาติ สะท้อนให้เห็นสถานะของห่วงโซ่อุปทานของบริษัทอย่างชัดเจน รวมทั้งความเสี่ยงที่อาจเกิดขึ้นในอนาคต ผู้ผลิตชั้นนำปฏิบัติตามข้อบังคับต่างๆ ที่มีอยู่ทั่วทุกภูมิภาค โดยปฏิบัติตามข้อบังคับ REACH ในยุโรป ตรวจสอบให้แน่ใจว่าเป็นไปตามข้อกำหนดของสำนักงานคุ้มครองสิ่งแวดล้อม (EPA) ในอเมริกาเหนือ และรักษามาตรฐาน IATF 16949 สำหรับกระบวนการผลิตยานยนต์ นอกจากนี้ หลายบริษัทยังคงรักษาการรับรองตามมาตรฐาน ISO/IEC 17025 สำหรับการรับรองห้องปฏิบัติการทดสอบด้วย การปรับตัวให้สอดคล้องกับมาตรฐานต่างๆ เหล่านี้จากภูมิภาคต่างๆ ทั่วโลก ทำให้บริษัทสามารถเข้าสู่ตลาดใหม่ได้รวดเร็วขึ้น โดยไม่จำเป็นต้องผ่านกระบวนการประเมินซ้ำซ้อนที่ใช้เวลานานซ้ำแล้วซ้ำเล่า
การตรวจสอบความทนทาน: การเปลี่ยนแปลงอุณหภูมิแบบไซคลิก การทดสอบแรงดัน และการทดสอบการรั่วซึม
การตรวจสอบที่เข้มงวดและเป็นมาตรฐานอย่างเคร่งครัด คือสิ่งที่แยกผู้ผลิตที่พิสูจน์แล้วว่ามีคุณภาพออกจากผู้จัดจำหน่ายสินค้าทั่วไป โปรโตคอลชั้นนำของอุตสาหกรรมประกอบด้วย:
- การหมุนเวียนทางความร้อน จาก -40°C ถึง 150°C เป็นเวลา 500 รอบขึ้นไป — เพื่อยืนยันความต้านทานต่อการบิดงอและการคลายตัวของปะเก็น
- การทดสอบแรงดันไฮดรอลิก ที่ความดันในการใช้งานสูงสุด 1.5 เท่า (≥25 PSI) ซึ่งสอดคล้องกับข้อกำหนดเชิงโครงสร้าง SAE J1453
- การทดสอบการรั่วโดยใช้สเปกโตรมิเตอร์มวลฮีเลียม สามารถตรวจจับข้อบกพร่องที่มีอัตราการรั่วต่ำกว่า 1×10⁻⁶ มิลลิบาร์·ลิตร/วินาที — ซึ่งเป็นมาตรฐานทองคำสำหรับการยืนยันการปิดผนึกแบบสมบูรณ์
กระบวนการทดสอบนี้จำลองสภาพการทำงานที่เครื่องยนต์จะประสบจริงตลอดหลายปีของการใช้งาน แสดงให้เห็นถึงความสามารถในการทนต่อปัจจัยต่าง ๆ เช่น การสั่นสะเทือนอย่างต่อเนื่องและการเปลี่ยนแปลงอุณหภูมิอย่างฉับพลันหลังจากรอบการใช้งานนับแสนครั้ง รายงานการบำรุงรักษาฝูงยานพาหนะปี 2023 ชี้ให้เห็นข้อเท็จจริงสำคัญประการหนึ่งคือ ปัญหาน้ำมันรั่วยังคงเป็นสาเหตุอันดับหนึ่งที่สามารถหลีกเลี่ยงได้สำหรับความล้มเหลวในภาคสนาม เมื่อผู้ผลิตผ่านการทดสอบที่เข้มงวดเหล่านี้ซ้ำแล้วซ้ำเล่า เราจึงเริ่มเห็นผลประโยชน์ที่แท้จริง: ปัญหาการรับประกันลดลง สายการผลิตไม่ต้องหยุดชะงักบ่อยนัก และการหยุดทำงานกะทันหันที่ก่อให้เกิดค่าใช้จ่ายแก่บริษัทก็เกิดขึ้นน้อยลงอย่างมาก