
Perché è fondamentale scegliere il giusto produttore di coperchi per valvole del motore
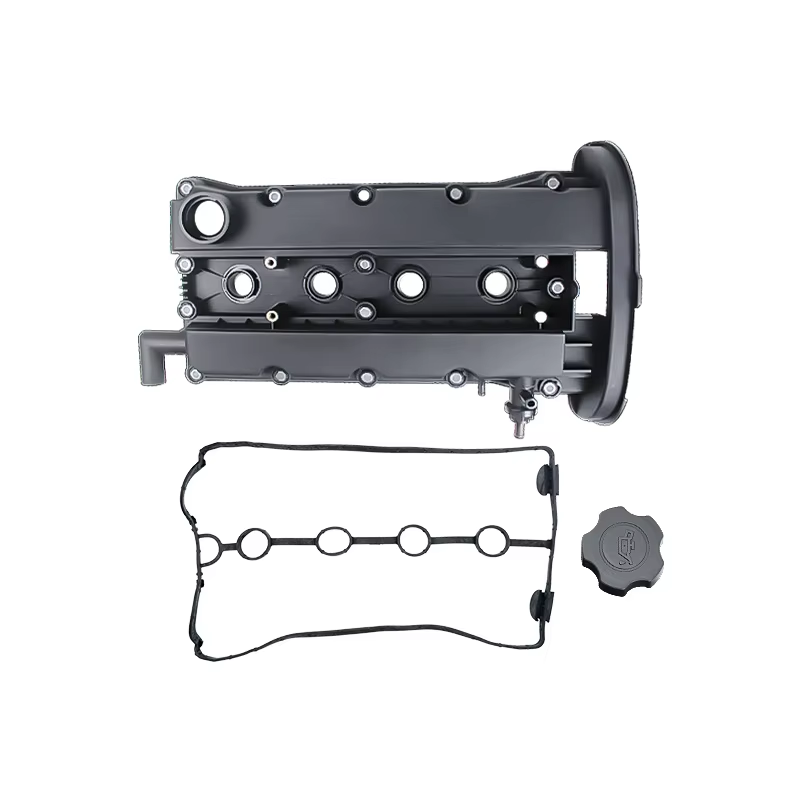
Il coperchio della valvola su un motore svolge una funzione di protezione essenziale per l’intero sistema della distribuzione. Impedisce l’ingresso di sporco e detriti nelle parti delicate, come gli alberi a camme e le bilancine, regolando contemporaneamente i livelli dell’olio e contribuendo a una corretta dissipazione del calore. Quando si scelgono coperchi di bassa qualità, si va incontro a problemi futuri. Guarnizioni difettose causano perdite d’olio che riducono l’efficacia della lubrificazione di circa il 40% o più, accelerando così l’usura di tutti i componenti. I coperchi realizzati con materiali scadenti tendono a deformarsi alle alte temperature, in particolare nei motori diesel, dove le temperature possono superare i 300 gradi Fahrenheit. Questa deformazione altera la pressione interna e, alla fine, danneggia irreparabilmente le guarnizioni. I meccanici riscontrano frequentemente questo problema nei loro laboratori. Secondo varie segnalazioni sul campo, circa un quarto dei guasti precoci della distribuzione è attribuibile a problemi di tenuta. Se inoltre i produttori riducono la qualità dei materiali o la precisione della lavorazione, il rischio aumenta ulteriormente: le crepe si formano più facilmente, lo sporco penetra in zone non previste e, nei momenti critici, il motore può rimanere privo di lubrificazione.
Collaborare con un produttore tecnicamente qualificato garantisce componenti di precisione che mantengono rapporti di compressione ottimali, prevengono le perdite di fluido ed estendono gli intervalli di manutenzione del 30–50%. Questa scelta influenza direttamente l'affidabilità operativa, il costo totale di proprietà e la conformità agli standard di durata di livello aerospaziale, come ISO/AS9100.
Principali requisiti qualitativi di un produttore affidabile di coperchi valvole per motore
Produzione certificata ISO e tracciabilità dei materiali
I migliori produttori del settore ottengono effettivamente la certificazione ISO 9001 in modo corretto. Non si tratta semplicemente di un attestato da appendere al muro a scopo dimostrativo, bensì di un elemento fondamentale dei loro processi di controllo qualità, che garantisce una tracciabilità completa dei materiali. Ciò significa che ogni singolo coperchio valvole prodotto deve rispettare specifiche rigorose riguardo alle dimensioni, alle proprietà del metallo e alle prestazioni, indipendentemente dal lotto di provenienza. Queste aziende investono ingenti risorse in sistemi di tracciamento che seguono i materiali grezzi fin dalle forniture di fornitori affidabili, attraverso l’intero percorso produttivo — compresi la fusione dei metalli, la colata delle forme e le fasi finali di lavorazione meccanica. Ciò impedisce l’introduzione fraudolenta di leghe contraffatte nel processo produttivo e assicura la conformità a importanti norme di settore, quali SAE J429 e ASTM A380. Prima ancora che inizi la lavorazione di un componente, degli spettrometri verificano il tipo di lega con cui si sta operando, in modo da prevenire problemi in fasi successive della produzione.
Lavorazione CNC di precisione e controllo della finitura superficiale
I principali produttori impiegano centri di lavorazione CNC ad alta accuratezza in grado di mantenere tolleranze di ±0,005 mm sulle superfici di tenuta critiche, garantendo una compressione uniforme della guarnizione ed eliminando i percorsi di perdita anche in condizioni estreme di cicli termici. Successivamente alla lavorazione, la metrologia senza contatto verifica la planarità entro 0,0005 pollici per pollice. I principali processi di finitura includono:
- Microfinitura per ottenere valori Ra inferiori a 0,8 μm, assicurando un’ottimale adesione della guarnizione
- Fresatura periferica per la formazione di fori per viti privi di tensioni, evitando deformazioni durante il montaggio
- Sbavatura robotizzata , che elimina le microsbavature potenzialmente in grado di innescare cricche da fatica
Il controllo statistico di processo (SPC) in tempo reale monitora l’usura degli utensili e le derive dimensionali, aggiornando automaticamente i percorsi utensile qualora le deviazioni superino i 0,003 mm. I coperchi convalidati mediante questo sistema non presentano alcun degrado della tenuta dopo oltre 1.000 cicli termici, dimostrando così un’elevata affidabilità a lungo termine in condizioni reali.
Capacità OEM/ODM: Dalla prototipazione alla produzione su larga scala
Possedere reali capacità OEM/ODM va oltre semplici operazioni di produzione. Ciò implica disporre di ingegneri in grado di rispondere tempestivamente in ogni fase dello sviluppo dei prodotti. I principali produttori aiutano i clienti a passare agevolmente dai prototipi in piccoli lotti, utilizzati per i test, alla produzione su larga scala, che può superare i 100.000 pezzi all’anno. Ciò avviene grazie alle loro risorse flessibili di lavorazione CNC e ai sistemi di assemblaggio completamente automatizzati. Quando le aziende integrano internamente queste diverse funzioni, riducono tipicamente i tempi necessari per immettere i prodotti sul mercato del 30–40 percento circa. Allo stesso tempo, mantengono tolleranze estremamente precise, pari a ± 0,05 millimetri, indipendentemente dalla quantità prodotta. L’uso di strumenti di progettazione assistita da computer (CAD) per simulare i processi produttivi prima della realizzazione degli attrezzi effettivi consente di risparmiare sui materiali sprecati. Questo approccio evita inoltre modifiche costose durante la produzione e accelera in modo significativo l’intero processo di approvazione.
Supporto per la progettazione personalizzata per sigillatura e fissaggio specifici per l'applicazione
I team di ingegneria collaborano a stretto contatto con i propri clienti, andando oltre semplici adattamenti di disegni per affrontare problemi reali legati a dilatazione termica, vibrazioni ad alta frequenza e ambienti chimici aggressivi. Grazie a strumenti di modellazione parametrica a loro disposizione, questi esperti modificano ogni aspetto, dalla forma delle flange alla profondità dei canali per guarnizioni e ai pattern di distanziamento dei bulloni. L’obiettivo? Un funzionamento privo di perdite anche in presenza di pressioni superiori a 300 psi e di intervalli di temperatura compresi tra -40 gradi Celsius e +200 gradi Celsius. Per le soluzioni di fissaggio, la precisione è fondamentale. I componenti vengono personalizzati per adattarsi a specifiche tolleranze del motore, offrendo al contempo funzionalità aggiuntive come deflettori integrati o sistemi di separazione dell’olio per centrifugazione. Per quanto riguarda i materiali, l’analisi computazionale delle sollecitazioni svolge un ruolo cruciale nel processo decisionale. I team abbinano leghe di alluminio appropriate, quali A380 o A390, a materiali compositi sulla base delle effettive esigenze di ciascun progetto. Questo approccio consente generalmente di ottenere una durata dei componenti circa il 25% superiore rispetto a prodotti standard disponibili sul mercato.
Conformità Globale, Verifica e Affidabilità della Fornitura a Lungo Termine
Il grado in cui un’azienda rispetta i regolamenti internazionali e gli standard di prestazione rivela realmente lo stato della sua catena di approvvigionamento e i tipi di rischi cui potrebbe andare incontro in futuro. I principali produttori osservano una vasta gamma di normative in diverse regioni: aderiscono ai regolamenti REACH in Europa, garantiscono il rispetto dei requisiti dell’EPA nell’America settentrionale e mantengono gli standard IATF 16949 per i processi produttivi nel settore automobilistico. Molti seguono inoltre lo standard ISO/IEC 17025 per l’accreditamento dei laboratori di prova. L’allineamento a questi diversi standard provenienti da varie parti del mondo consente alle aziende di entrare più rapidamente in nuovi mercati, evitando ripetuti e lunghi processi di riquantificazione.
Validazione della Durata: Cicli Termici, Pressione e Prove di Tenuta
Una validazione rigorosa e standardizzata distingue i produttori consolidati dai fornitori di prodotti generici. Tra i protocolli leader del settore rientrano:
- Ciclo termico da -40 °C a 150 °C per oltre 500 cicli—convalidando la resistenza alla deformazione e al rilassamento della guarnizione
- Test di Pressione Idrostatica a 1,5× la pressione operativa massima (≥25 PSI), in conformità ai requisiti strutturali SAE J1453
- Prova di tenuta con spettrometria di massa all’elio , rilevando difetti inferiori a 1×10⁻⁶ mbar·L/s—lo standard aureo per verificare la tenuta ermetica
Il processo di prova simula effettivamente le condizioni cui i motori sarebbero sottoposti nel corso di molti anni di funzionamento, evidenziando quanto bene resistono a fattori come le vibrazioni continue e le brusche variazioni di temperatura dopo centinaia di migliaia di cicli. L’analisi dei rapporti sulla manutenzione della flotta del 2023 rivela un dato importante: le perdite d’olio figurano ancora al primo posto tra le cause più facilmente evitabili di guasti sul campo. Quando i produttori superano ripetutamente questi rigorosi test, iniziano a manifestarsi benefici concreti: i problemi legati alle garanzie diminuiscono, le linee di produzione subiscono meno interruzioni e gli spegnimenti improvvisi, che comportano costi significativi per le aziende, diventano molto meno frequenti.
Indice
- Perché è fondamentale scegliere il giusto produttore di coperchi per valvole del motore
- Principali requisiti qualitativi di un produttore affidabile di coperchi valvole per motore
- Capacità OEM/ODM: Dalla prototipazione alla produzione su larga scala
- Conformità Globale, Verifica e Affidabilità della Fornitura a Lungo Termine