
सही इंजन वाल्व कवर निर्माता का चयन करने का क्यों महत्व है
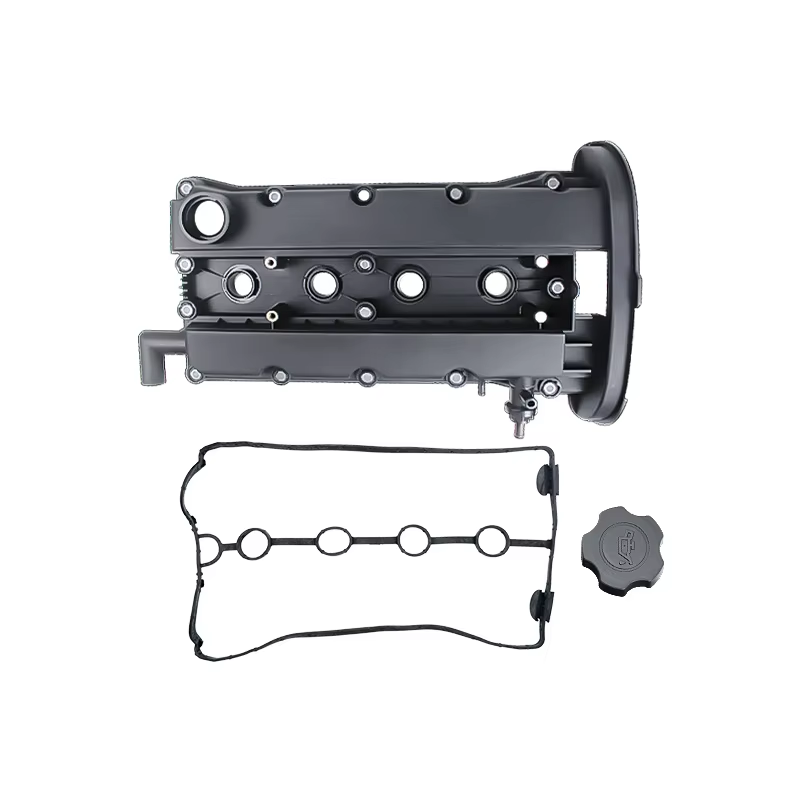
इंजन पर वैल्व कवर वैल्वट्रेन सिस्टम के पूरे भाग की आवश्यक सुरक्षा प्रदान करता है। यह कैमशाफ्ट और रॉकर आर्म जैसे संवेदनशील भागों को धूल और गंदगी से बचाता है, साथ ही तेल के स्तर को नियंत्रित करता है और ऊष्मा के उचित अपवहन में सहायता करता है। जब कोई वैल्व कवर के लिए सस्ते विकल्प चुनता है, तो वह भविष्य में समस्याओं को आमंत्रित कर रहा होता है। खराब सीलों के कारण तेल के रिसाव होते हैं, जिससे चिकनाई की प्रभावशीलता लगभग 40% या उससे अधिक कम हो जाती है, और इससे सभी घटक तेज़ी से क्षरित होने लगते हैं। सस्ते बनाए गए कवर तापमान अत्यधिक बढ़ने पर विकृत होने की प्रवृत्ति रखते हैं, विशेष रूप से डीजल इंजनों में, जहाँ तापमान 300 डिग्री फ़ारेनहाइट से अधिक भी पहुँच सकता है। यह विकृति आंतरिक दबाव को प्रभावित करती है और अंततः गैस्केट्स को नष्ट कर देती है। मैकेनिक अपनी दुकानों में यह समस्या बार-बार देखते हैं। विभिन्न क्षेत्रीय रिपोर्टों के अनुसार, प्रारंभिक वैल्वट्रेन विफलताओं में से लगभग एक चौथाई हिस्सा खराब सीलिंग से उत्पन्न होती है। और यदि निर्माता सामग्री या यांत्रिक सटीकता में कोने काटते हैं, तो जोखिम और भी अधिक बढ़ जाता है। दरारें आसानी से बनने लगती हैं, गंदगी उन स्थानों में प्रवेश कर जाती है जहाँ उसे नहीं होना चाहिए, और इंजन महत्वपूर्ण क्षणों पर तेल की कमी का शिकार हो जाते हैं।
तकनीकी रूप से कुशल निर्माता के साथ साझेदारी करने से सटीक-फिट घटक प्राप्त होते हैं, जो इष्टतम संपीड़न अनुपात को बनाए रखते हैं, द्रव के रिसाव को रोकते हैं और सेवा अंतराल को 30–50% तक बढ़ाते हैं। यह विकल्प सीधे ऑपरेशनल विश्वसनीयता, कुल स्वामित्व लागत और ISO/AS9100 जैसे एयरोस्पेस-ग्रेड टिकाऊपन मानकों के अनुपालन को प्रभावित करता है।
एक विश्वसनीय इंजन वॉल्व कवर निर्माता के प्रमुख योग्यता
ISO-प्रमाणित उत्पादन और सामग्री ट्रेसैबिलिटी
व्यवसाय में सर्वश्रेष्ठ निर्माता वास्तव में अपना ISO 9001 प्रमाणन सही तरीके से प्राप्त करते हैं। यह केवल प्रदर्शन के लिए दीवार पर लटकाया जाने वाला कोई दस्तावेज़ नहीं है, बल्कि यह उनकी गुणवत्ता नियंत्रण प्रक्रियाओं की मेरुदंड है और उन्हें सामग्रियों पर पूर्ण ट्रेसैबिलिटी प्रदान करता है। इसका अर्थ यह है कि प्रत्येक वाल्व कवर का उत्पादन आकार, धातु के गुणों और उसके प्रदर्शन के संबंध में कठोर विनिर्देशों को पूरा करना आवश्यक है, चाहे वह किसी भी बैच से आए। ये कंपनियाँ ट्रैकिंग प्रणालियों में भारी निवेश करती हैं, जो विश्वसनीय आपूर्तिकर्ताओं से लेकर पूरी निर्माण यात्रा—जिसमें धातुओं को पिघलाना, आकृतियाँ ढालना और अंतिम मशीनिंग चरण शामिल हैं—तक कच्ची सामग्रियों का पूरा अनुसरण करती हैं। इससे नकली मिश्र धातुओं के उत्पादन में घुसपैठ को रोका जाता है और यह सुनिश्चित किया जाता है कि सभी महत्वपूर्ण उद्योग मानकों—जैसे SAE J429 और ASTM A380—का पालन किया जाए। किसी भाग के कटिंग के शुरू होने से पहले ही स्पेक्ट्रोमीटर का उपयोग यह जांचने के लिए किया जाता है कि हम किस प्रकार की मिश्र धातु के साथ काम कर रहे हैं, ताकि बाद में कोई समस्या न उत्पन्न हो।
परिशुद्धता सीएनसी मशीनिंग और सतह परिष्करण नियंत्रण
अग्रणी निर्माता उच्च-शुद्धता वाले सीएनसी मशीनिंग केंद्रों को अपनाते हैं, जो महत्वपूर्ण सीलिंग सतहों पर ±0.005 मिमी की सहिष्णुता बनाए रखने में सक्षम हैं—जिससे सील के समान दबाव को सुनिश्चित किया जा सके और चरम तापीय चक्रीकरण के तहत रिसाव के मार्गों को समाप्त किया जा सके। मशीनिंग के बाद, गैर-संपर्क मेट्रोलॉजी द्वारा समतलता की वैधता 0.0005 इंच प्रति इंच के भीतर सत्यापित की जाती है। मुख्य परिष्करण प्रक्रियाएँ इस प्रकार हैं:
- सूक्ष्म-परिष्करण 0.8 μm से कम Ra मान प्राप्त करने के लिए—जिससे सील के लिए आदर्श चिपकने की क्षमता सुनिश्चित हो
- पेरिफेरल मिलिंग तनाव-मुक्त बोल्ट छिद्र निर्माण के लिए, जो स्थापना के दौरान विकृति को रोकता है
- रोबोटिक डीबरिंग जो सूक्ष्म-बर्र (माइक्रो-बर्र) को हटाता है, जो थकान दरारों की शुरुआत कर सकते हैं
वास्तविक समय में सांख्यिकीय प्रक्रिया नियंत्रण (SPC) उपकरण के क्षरण और आयामी विचलन की निगरानी करता है, और जब विचलन 0.003 मिमी से अधिक हो जाता है, तो स्वचालित रूप से उपकरण पथों को समायोजित कर देता है। इस प्रणाली के माध्यम से सत्यापित कवर्स 1,000+ तापीय चक्रों के बाद भी सील के किसी भी प्रकार के अवक्षय के बिना प्रदर्शित होते हैं—जो वास्तविक दुनिया की परिस्थितियों में दीर्घकालिक विश्वसनीयता को साबित करता है।
OEM/ODM क्षमताएँ: प्रोटोटाइपिंग से लेकर उच्च-मात्रा उत्पादन तक
वास्तविक OEM/ODM क्षमताओं का होना सरल निर्माण कार्यों से कहीं अधिक है। इसमें उत्पाद विकास के प्रत्येक चरण में त्वरित प्रतिक्रिया देने में सक्षम इंजीनियरों का होना शामिल है। शीर्ष निर्माता ग्राहकों को परीक्षण के लिए उपयोग किए जाने वाले छोटे बैच के प्रोटोटाइप से लेकर वार्षिक 100,000 इकाइयों से अधिक के बड़े पैमाने पर उत्पादन तक सुचारू रूप से स्थानांतरित करने में सहायता करते हैं। वे यह कार्य अपने लचीले CNC मशीनिंग संसाधनों और पूर्णतः स्वचालित असेंबली प्रणालियों के माध्यम से करते हैं। जब कंपनियाँ इन विभिन्न कार्यों को आंतरिक रूप से एकीकृत करती हैं, तो वे आमतौर पर उत्पादों को बाजार में लाने में लगने वाले समय को लगभग 30 से 40 प्रतिशत तक कम कर देती हैं। इसी समय, वे उत्पादन मात्रा के बावजूद प्लस या माइनस 0.05 मिलीमीटर के भीतर बेहद सटीक माप बनाए रखती हैं। वास्तविक उपकरण बनाने से पहले निर्माण प्रक्रियाओं का सिमुलेशन करने के लिए कंप्यूटर सहायित डिज़ाइन (CAD) उपकरणों का उपयोग करने से बर्बाद होने वाली सामग्री पर खर्च की जाने वाली राशि की बचत होती है। इस दृष्टिकोण से उत्पादन के दौरान महंगे परिवर्तनों को रोका जाता है और समग्र मंजूरी प्रक्रिया को काफी तीव्रता प्रदान की जाती है।
अनुप्रयोग-विशिष्ट सीलिंग और माउंटिंग के लिए कस्टम डिज़ाइन समर्थन
इंजीनियरिंग टीमें अपने ग्राहकों के साथ हाथ में हाथ डालकर काम करती हैं, जो साधारण ड्रॉइंग अनुकूलन से परे जाकर तापीय प्रसार की समस्याओं, उच्च आवृत्ति के कंपनों और कठोर रासायनिक वातावरण से संबंधित वास्तविक दुनिया की समस्याओं का सामना करती हैं। पैरामेट्रिक मॉडलिंग उपकरणों के अपने विस्तृत उपयोग के साथ, ये विशेषज्ञ फ्लैंज आकृतियों से लेकर गैस्केट चैनल की गहराई और बोल्ट स्पेसिंग पैटर्न तक सभी को समायोजित करते हैं। लक्ष्य क्या है? 300 psi से अधिक दबाव और ऋणात्मक 40 डिग्री सेल्सियस से लेकर 200 डिग्री तक के तापमान परिसर के साथ काम करते समय भी रिसाव-मुक्त संचालन। माउंटिंग समाधानों के लिए, सटीकता अत्यंत महत्वपूर्ण है। वे घटकों को विशिष्ट इंजन क्लीयरेंस के अनुरूप अनुकूलित करते हैं, साथ ही अतिरिक्त सुविधाएँ जैसे अंतर्निर्मित बैफल्स या अपकेंद्रीय तेल पृथक्करण प्रणालियाँ भी प्रदान करते हैं। सामग्रियों के मामले में, गणनात्मक प्रतिबल विश्लेषण निर्णय लेने में महत्वपूर्ण भूमिका निभाता है। टीमें प्रत्येक परियोजना की वास्तविक आवश्यकताओं के आधार पर उपयुक्त एल्युमीनियम मिश्र धातुओं—जैसे A380 या A390—को कॉम्पोजिट सामग्रियों के साथ मिलाती हैं। यह दृष्टिकोण आमतौर पर मानक ऑफ-द-शेल्फ उत्पादों की तुलना में घटकों के जीवनकाल में लगभग 25 प्रतिशत की वृद्धि का परिणाम देता है।
वैश्विक अनुपालन, परीक्षण एवं दीर्घकालिक आपूर्ति विश्वसनीयता
एक कंपनी द्वारा अंतर्राष्ट्रीय विनियमों और प्रदर्शन मानकों के प्रति कितनी अच्छी तरह से अनुपालन किया जाता है, यह वास्तव में उसकी आपूर्ति श्रृंखला की स्थिति और भविष्य में उसके सामने आने वाले जोखिमों के बारे में बताता है। शीर्ष निर्माता विभिन्न क्षेत्रों में विभिन्न प्रकार के नियमों का पालन करते हैं। वे यूरोप में REACH विनियमों का पालन करते हैं, उत्तर अमेरिका में EPA आवश्यकताओं का पालन सुनिश्चित करते हैं, और ऑटोमोटिव निर्माण प्रक्रियाओं के लिए IATF 16949 मानकों को बनाए रखते हैं। कई कंपनियाँ प्रयोगशाला परीक्षण प्रमाणन के संबंध में ISO/IEC 17025 के साथ भी अपना अनुपालन बनाए रखती हैं। विभिन्न दुनिया के हिस्सों से इन विभिन्न मानकों के साथ संरेखित होने का अर्थ है कि कंपनियाँ बार-बार लंबी पुनः योग्यता प्रक्रियाओं से गुजरे बिना नए बाजारों में तेजी से प्रवेश कर सकती हैं।
स्थायित्व मान्यता: तापीय चक्र, दबाव और रिसाव परीक्षण
कठोर, मानकीकृत मान्यता प्रक्रियाएँ सिद्ध निर्माताओं को वस्तु-आधारित आपूर्तिकर्ताओं से अलग करती हैं। उद्योग में अग्रणी प्रोटोकॉल में शामिल हैं:
- थर्मल साइकिलिंग -40°C से 150°C तक 500+ चक्रों के लिए—वार्पिंग और गैस्केट रिलैक्सेशन के प्रति प्रतिरोध की पुष्टि करना
- जलाधार दबाव परीक्षण अधिकतम कार्यकारी दबाव के 1.5× (≥25 PSI) पर, SAE J1453 संरचनात्मक आवश्यकताओं के अनुरूप
- हीलियम द्रव्यमान स्पेक्ट्रोमीट्री लीक परीक्षण , 1×10⁻⁶ मिलीबार·लीटर/सेकंड से कम दोषों का पता लगाना—हेरमेटिक सीलिंग की पुष्टि के लिए सुनहरा मानक
परीक्षण प्रक्रिया वास्तव में उन परिस्थितियों की नकल करती है जिनका सामना इंजन कई वर्षों के संचालन के दौरान करेंगे, जो सैकड़ों हज़ार चक्रों के बाद भी निरंतर कंपन और अचानक तापमान परिवर्तन के प्रति उनकी प्रतिरोधक क्षमता को दर्शाती है। 2023 की फ्लीट रखरखाव रिपोर्ट्स की जाँच करने से एक महत्वपूर्ण बात सामने आती है: तेल रिसाव अभी भी क्षेत्र में विफलताओं के सबसे सुरक्षित रूप से रोके जा सकने वाले कारणों की सूची में शीर्ष पर है। जब निर्माता इन कठोर परीक्षणों को बार-बार पास करते हैं, तो हम वास्तविक लाभ देखने लगते हैं। वारंटी संबंधित मुद्दे कम हो जाते हैं, उत्पादन लाइनें अक्सर रुकती नहीं हैं, और उन अप्रत्याशित शटडाउन्स की संख्या जो कंपनियों के लिए धन की हानि का कारण बनती हैं, काफी कम हो जाती है।