सिलेंडर सिर बनाने के समय सही माप करना बहुत महत्वपूर्ण है क्योंकि इससे दहन कक्ष ठीक से सील रहते हैं और गर्मी को प्रभावी ढंग से प्रबंधित करने में मदद मिलती है। इन दिनों, इंजन निर्माताओं को केवल तेल रिसाव, संपीड़न शक्ति के नुकसान, या भागों को विकृत होने जैसे समस्याओं को रोकने के लिए प्लस या माइनस 0.002 इंच (लगभग 0.05 मिमी) के आसपास की सहिष्णुता की आवश्यकता होती है जब चीजें इंजन ब्लॉक के अंदर बहुत गर्म हो जाती हैं। इंजन बिल्डर के 2025 में एक अध्ययन ने कुछ दिलचस्प भी बताया अगर सब कुछ एक साथ कैसे सील करता है, इसके साथ एक छोटी सी समस्या भी है, कुछ उच्च प्रदर्शन इंजन समय के साथ लगभग 12% दक्षता खो सकते हैं। यही कारण है कि अधिकांश कारखाने अब उन फैंसी कंप्यूटर नियंत्रित मशीनों पर बहुत निर्भर हैं जिन्हें सीएनसी कहा जाता है साथ ही उत्पादन के दौरान सख्त जांच के साथ। वे सूक्ष्म स्तर पर छोटे दोषों की तलाश कर रहे हैं जो अन्यथा कम कर देंगे कि इन घटकों को बदलने की आवश्यकता होने से पहले कितना समय रहता है।
| प्रक्रिया | सहिष्णुता | सामग्री की लचीलापन | लागत दक्षता | आदर्श उपयोग केस |
|---|---|---|---|---|
| सीएनसी मशीनिंग | ±0.001" | उच्च (बिलेट एल्युमीनियम) | मध्यम | कम मात्रा, कस्टम डिज़ाइन |
| कास्टिंग | ±0.005" | सीमित (साँचे) | उच्च-वॉल्यूम | मास प्रोडक्शन |
प्रदर्शन और कस्टम कार्य की बात आती है, तो सीएनसी मशीनिंग वास्तव में अपनी तरह का खास है क्योंकि यह ठोस बिलेट एल्युमीनियम से जटिल आकृतियाँ बना सकता है। फिर भी, ढलाई (कास्टिंग) आगे बनी हुई है जब निर्माताओं को कम लागत पर मानक पुर्जों की बड़ी मात्रा में आवश्यकता होती है। 2025 के इंजन घटक रिपोर्ट में कुछ हालिया निष्कर्षों के अनुसार, इन मशीनीकृत कवरों में ढलाई वाले संस्करणों की तुलना में लगभग 40 प्रतिशत अधिक दबाव के शिखर को संभालने की क्षमता होती है। ऐसे इंजनों में यह बहुत फर्क बनाता है जहाँ इंजन के अंदर काफी तनाव होता है। अधिकांश मैकेनिक आपको बताएंगे कि इंजन ब्लॉक के अंदर उच्च तनाव वाली स्थितियों से निपटते समय यह बात बहुत महत्वपूर्ण होती है।
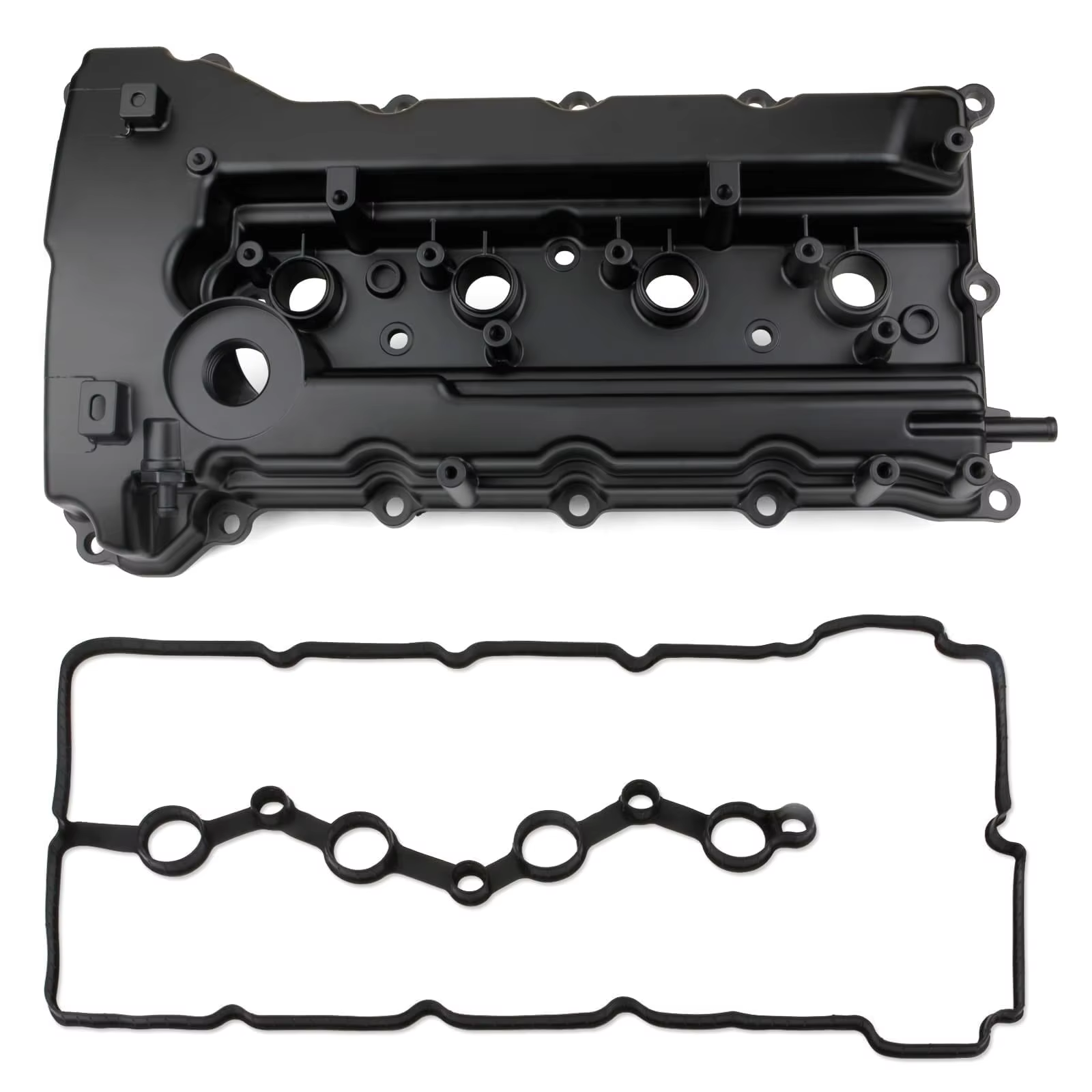
सिलेंडर हेड कवर की गुणवत्ता संपीड़न अनुपात को स्थिर रखने और इंजन के तापमान का उचित प्रबंधन करने के मामले में बहुत महत्वपूर्ण होती है। ये कारक सीधे तौर पर इंजन द्वारा उत्पादित शक्ति और ईंधन दहन की दक्षता को प्रभावित करते हैं। जब हम टर्बोचार्ज्ड इंजनों में इन कवरों को उन्नत करते हैं, तो वाल्व ट्रेन घर्षण में लगभग 18% की कमी देखी जाती है। इसका अर्थ है कि भागों का आयुष्काल भी लंबा होता है – आमतौर पर प्रतिस्थापन की आवश्यकता पड़ने से पहले अतिरिक्त 30,000 से 50,000 मील तक। बेहतर डिज़ाइन वाले कवर ऊष्मा को लगभग 22% अधिक प्रभावी ढंग से विसर्जित कर सकते हैं। उच्च प्रदर्शन वाली ड्राइविंग के दृश्यों में, जहाँ उचित तापीय नियंत्रण विश्वसनीयता के लिए पूर्णतः आवश्यक होता है, खतरनाक विस्फोट घटनाओं को रोकने में यह सब अंतर बनाता है।
सिलेंडर हेड कवर बनाने वालों में सबसे अच्छे वे हैं जो वास्तव में सटीक इंजीनियरिंग कार्य पर ध्यान केंद्रित करते हैं। वे कंप्यूटर न्यूमेरिकल कंट्रोल (सीएनसी) मशीनों का उपयोग करते हैं जो 0.005 मिमी या उससे बेहतर सहिष्णुता तक पहुँच सकती हैं, जिससे सतहें समतल रहती हैं और सील ठीक से काम करती हैं। 20223 के निर्माण आंकड़ों पर एक नज़र डालने से गुणवत्ता नियंत्रण के बारे में भी एक दिलचस्प बात सामने आती है। गुणवत्ता प्रबंधन के लिए ISO 9001:2015 प्रमाणन प्राप्त करने वाले संयंत्रों में उनकी तुलना में लगभग 34% कम वारंटी संबंधी समस्याएं देखी जाती हैं जिनके पास यह प्रमाणन नहीं है। जब आप इस बारे में सोचते हैं तो यह तर्कसंगत लगता है—इन प्रमाणित सुविधाओं में संभवतः उत्पादन के दौरान समस्याओं का पता जल्दी चल जाता है, जिससे आगे चलकर सभी को परेशानी से बचाव होता है।
व्यापक निरीक्षण प्रोटोकॉल में शामिल हैं:
अग्रणी निर्माता उत्पादन के विभिन्न चरणों में स्तरीकृत गुणवत्ता जांच लागू करते हैं:
| स्टेज | आवृत्ति | प्रमुख मापदंड |
|---|---|---|
| कच्चा माल | 100% | रासायनिक संरचना, कठोरता |
| मशीनिंग | प्रत्येक 50 इकाइयों पर | आयामी सटीकता |
| अंतिम सभी | 100% | सतह का बनावट, टोक़ विशिष्टताएँ |
वास्तविक समय में सांख्यिकीय प्रक्रिया नियंत्रण (SPC) डैशबोर्ड ±2σ से अधिक विचलन का पता लगाते हैं, जिससे त्वरित सुधारात्मक कार्रवाई संभव होती है और दोषों को कम किया जा सकता है।
आपूर्तिकर्ताओं का मूल्यांकन करते समय, उन्हें प्राथमिकता दें जिनके पास हो:
आधुनिक सिलेंडर सिर कवर के लिए, लगभग प्लस या माइनस 0.005 मिमी के भीतर सही मशीनिंग प्राप्त करना बहुत जरूरी है यदि वे ठीक से गास्केट के साथ फिट होने जा रहे हैं और इंजन ब्लॉक पर सही ढंग से बैठते हैं। सीएनसी मशीनें, वे कंप्यूटर नियंत्रित उपकरण, वास्तव में चमकते हैं जब यह उन सभी जटिल भागों को बनाने की बात आती है जैसे अंतर्निहित सांस लेने वाले वाल्व या तेल विभाजक। इस तकनीक के बारे में महान बात यह है कि भले ही प्रत्येक भाग अलग दिख सकता है, वे अभी भी एक बैच से दूसरे में सुसंगत बाहर आते हैं। उद्योग के लोग वर्षों से इस चीज़ को देख रहे हैं, और सीएनसीक्रश जैसी कंपनियों ने 2024 में इसी तरह के निष्कर्षों की सूचना दी है जो दिखाते हैं कि ये प्रक्रियाएं कितनी विश्वसनीय हो गई हैं।
शीर्ष निर्माता आईएसओ 9001 प्रमाणित प्रक्रियाओं को उन्नत माप उपकरण जैसे सीएमएम और धुरी जांच के साथ जोड़ते हैं। वास्तविक समय में लेजर स्कैनिंग मशीनिंग के दौरान एल्यूमीनियम कवर सहिष्णुता की पुष्टि करती है, पारंपरिक तरीकों की तुलना में 30% तक उत्पादन के बाद के पुनर्मिलन को कम करती है।
रैपिड प्रोटोटाइपिंग मैग्नीशियम या कम्पोजिट कवर के 72 घंटे के भीतर कार्यात्मक परीक्षण की अनुमति देता है। कम मात्रा में सीएनसी रन (50500 यूनिट) OEM को महंगे कास्टिंग टूलिंग में निवेश किए बिना डिजाइनों को मान्य करने में सक्षम बनाता है, जिससे बाजार में आने का समय तेज हो जाता है।
डिज़ाइन और निर्माण टीमों के बीच प्रारंभिक सहयोग से सामग्री अपव्यय और मशीनिंग जटिलता कम होती है। एक 2023 के अध्ययन में पाया गया कि टर्बोचार्ज्ड इंजन कवर जैसे उच्च-सहिष्णुता वाले घटकों के लिए DFM-मार्गदर्शित संशोधन प्रति भाग लागत में 18% की कमी करते हैं। एक अनुभवी निर्माता के साथ साझेदारी यह सुनिश्चित करती है कि डिज़ाइन उद्देश्य उत्पादन संभवता के अनुरूप हो।
उन आपूर्तिकर्ताओं का चयन करें जिनके पास इंजन घटक निर्माण में कम से कम 10 वर्ष का विशिष्ट अनुभव हो। शीर्ष-स्तरीय साझेदार IATF 16949 की वार्षिक ऑडिट से गुजरते हैं, जिससे दोष दर में 34% की कमी होती है (ऑटोमोटिव इंजीनियरिंग रिपोर्ट 2023)। प्रमुख मूल्यांकन मापदंड में शामिल हैं:
वर्ष 2023 में 12 ऑटोमोटिव आपूर्तिकर्ताओं के विश्लेषण में पता चला कि सीएनसी संचालन में AI-ड्राइवन पूर्वानुमानीय रखरखाव का उपयोग करने वाले निर्माताओं ने समय पर डिलीवरी की दर में 23% की वृद्धि प्राप्त की। एक पावरट्रेन विकासकर्ता ने बताया कि उनके 94% इंजन 18 महीनों तक समस्यामुक्त रहे, जब उनमें ऐसे निर्माताओं द्वारा बनाए गए कवर लगाए गए जिनमें शामिल हैं:
महत्वपूर्ण चेतावनी संकेत शामिल हैं:
• मानक 6–8 सप्ताह के मानक से अधिक समय लेने वाली अस्पष्ट मशीनिंग समयसीमा
• कच्चे माल के प्रमाणन या प्रथम लेख निरीक्षण रिपोर्ट प्रदान करने में हिचकिचाहट
• ऊष्मा उपचार या सतह निष्पादन विनिर्देशों में अस्पष्ट परिवर्तन
उच्च-प्रदर्शन इंजन परियोजनाओं में उत्पादन में देरी का 62% उन आपूर्तिकर्ताओं के कारण हुआ जिनके पास स्पष्ट उच्चस्तरीय प्रोटोकॉल का अभाव था (ग्लोबल ऑटोमोटिव आपूर्ति सर्वेक्षण 2023)।
स्थानीय निर्माता आमतौर पर बेहतर गुणवत्ता नियंत्रण और त्वरित डिलीवरी समय प्रदान करते हैं, भले ही उनकी श्रम और सामग्री की लागत 2024 ग्लोबल मैन्युफैक्चरिंग कॉस्ट रिपोर्ट के अनुसार विदेश में उपलब्ध लागत से लगभग 30 से 50 प्रतिशत अधिक हो। नजदीक होने के कारण सटीक सीएनसी टॉलरेंस पर काम करना और डिज़ाइन में आखिरी समय में बदलाव करना आसान हो जाता है—ऐसे हिस्सों के लिए यह बहुत महत्वपूर्ण है जहाँ प्रदर्शन मुख्य बात होती है। जबकि विदेश में स्थित कंपनियाँ बड़े पैमाने पर उत्पादन के कारण लगभग 20 से 40 प्रतिशत तक सामग्री लागत कम कर सकती हैं, लेकिन आमतौर पर उन्हें 8 से 12 सप्ताह तक फैले अप्रत्याशित शिपिंग शेड्यूल का सामना करना पड़ता है। और चोरी हुए विचारों की बढ़ती समस्या के बारे में मत भूलें। 2023 ऑटोमोटिव सप्लायर बेंचमार्क के अनुसार, जब कंपनियाँ उन देशों के आपूर्तिकर्ताओं के साथ काम करती हैं जहाँ औद्योगिक संपत्ति अधिकारों की पर्याप्त सुरक्षा नहीं है, तो उनके लिए गोपनीय जानकारी खोने की संभावना लगभग दोगुनी हो जाती है।
जस्ट-इन-टाइम विनिर्माण दृष्टिकोण आमतौर पर उन घरेलू आपूर्तिकर्ताओं के साथ काम करते समय सबसे अधिक प्रभावी ढंग से काम करता है जो चीजों के असेंबल होने के स्थान से लगभग 500 मील की दूरी पर स्थित होते हैं। इस निकटता से उत्पादन शेड्यूल को बाधित करने वाले परिवहन संबंधी मुद्दों में कमी आती है। हालाँकि, जब कंपनियाँ विदेशों से सामग्री की आपूर्ति करती हैं, तो आजकल हम सभी को आमना-सामना करना पड़ता है—उन अपरिहार्य सीमा शुल्क रोक और शिपिंग समस्याओं के खिलाफ बफर के रूप में लगभग दो महीने के इन्वेंटरी को हाथ में रखने की आवश्यकता होती है। पिछले साल के अनुसंधान के अनुसार, प्रत्येक आपूर्तिकर्ता के लिए इस अतिरिक्त स्टॉक को बनाए रखने में अकेले प्रति माह लगभग अठारह हजार से लेकर पैंतीस हजार डॉलर तक का खर्च आता है। और चलो उन झंझट भरे शुल्कों के बारे में मत भूलना जो भू-राजनीतिक तनाव के कारण हर जगह उभर रहे हैं। ये अतिरिक्त शुल्क बचत पर बहुत प्रभाव डाल सकते हैं और एल्युमीनियम कास्टिंग जैसी वस्तुओं के लिए अंतिम कीमतों को लगभग सात से लेकर बाईस प्रतिशत तक बढ़ा सकते हैं। इन सभी कारकों के कारण, कई प्रमुख निर्माता उस दृष्टिकोण को अपनाना शुरू कर दिए हैं जिसे कुछ लोग संकर आपूर्ति रणनीति कहते हैं। वे अपने विश्वसनीय स्थानीय सीएनसी मशीनिंग विशेषज्ञों को कम महत्वपूर्ण घटकों को संभालने वाली विदेशी फाउंड्रियों के साथ जोड़ते हैं। इस तरह वे लागत को कम रखते हुए उत्पाद की गुणवत्ता मानकों को बनाए रखने और समग्र रूप से अधिक लचीले आपूर्ति नेटवर्क के निर्माण के बीच बेहतर संतुलन स्थापित करते हैं।
हांगझोउ नानसेन ऑटो पार्ट्स कंपनी लिमिटेड के द्वारा © 2025 कॉपीराइट — गोपनीयता नीति
