
Правильные измерения при изготовлении голов цилиндров имеют большое значение, потому что они обеспечивают правильное запечатывание камер сгорания и помогают эффективно управлять теплом. В наши дни производителям двигателей нужны допустимые отклонения около плюс-минус 0,002 дюйма (около 0,05 мм) просто чтобы предотвратить проблемы, такие как утечка масла, потеря сжатия или деформация деталей, когда внутри двигателя становится очень жарко. Исследование Engine Builder в 2025 году также показало что-то интересное: если есть даже небольшая проблема с тем, как хорошо все скрепляется, некоторые высокопроизводительные двигатели могут со временем потерять около 12% эффективности. Вот почему большинство заводов теперь сильно зависят от этих модных компьютеризированных машин, называемых CNC, вместе со строгими проверками на протяжении всего производства. Они ищут крошечные дефекты на микроскопическом уровне, которые в противном случае сократили бы срок службы этих компонентов, прежде чем они потребуют замены.
| Процесс | Допуск | Гибкость материалов | Эффективность затрат | Идеальный случай использования |
|---|---|---|---|---|
| Обработка CNC | ±0.001" | Высокий (из литого алюминия) | Умеренный | Малый объем, индивидуальные конструкции |
| Кастинг | ±0.005" | Ограниченный (формы) | Массовое производство | Массовое производство |
Что касается производительности и нестандартных решений, то токарная обработка с ЧПУ действительно выделяется, поскольку может создавать сложные формы непосредственно из цельного алюминиевого слитка. Однако литье сохраняет преимущество, когда производителям необходимо выпускать большое количество стандартных деталей по более низким ценам. Согласно последним данным из отчета «Детали двигателя 2025», эти обработанные заглушки выдерживают примерно на 40 процентов больше пиковых нагрузок по сравнению с литыми версиями. Это имеет решающее значение для двигателей, в которых в подкапотном пространстве возникают экстремальные условия. Большинство механиков скажут вам, что это очень важно при работе с высоконагруженными участками внутри блока двигателя.
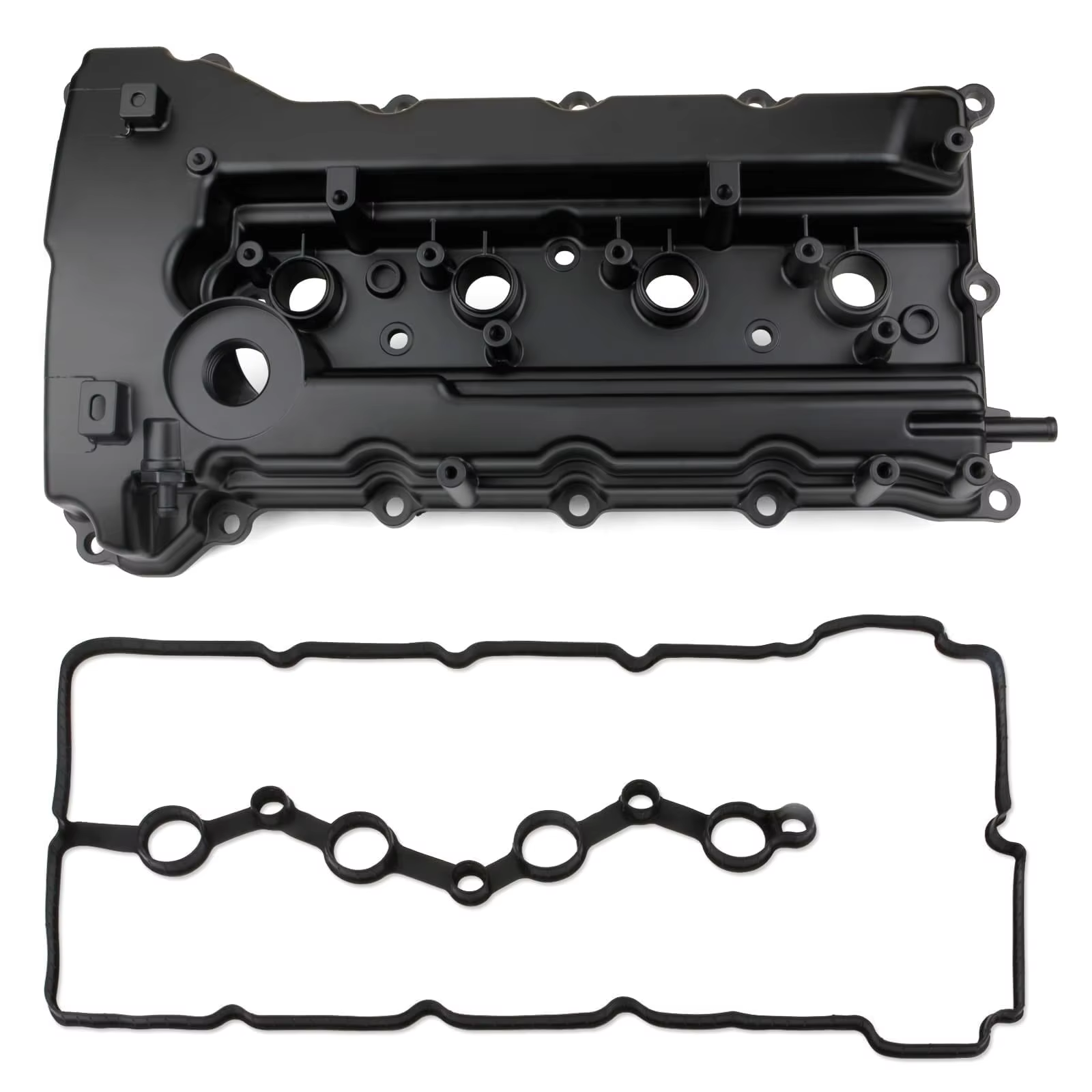
Качество крышки головки блока цилиндров имеет большое значение для поддержания стабильных показателей степени сжатия и правильного управления температурой двигателя. Эти факторы напрямую влияют на мощность, вырабатываемую двигателем, и на эффективность сгорания топлива. При модернизации таких крышек, особенно в турбированных двигателях, наблюдается снижение трения в приводе клапанов примерно на 18%. Это также означает более длительный срок службы деталей — обычно на 30–50 тыс. миль больше до необходимости замены. Более совершенные по конструкции крышки способны рассеивать тепло примерно на 22% эффективнее. Это играет решающую роль в предотвращении опасных явлений детонации при движении в режиме высокой производительности, когда точный тепловой контроль становится абсолютно необходимым для надежности.
Лучшие производители крышек головок цилиндров выделяются благодаря сосредоточенности на высокоточной инженерной работе. Они используют станки с числовым программным управлением (ЧПУ), способные обеспечивать допуски до 0,005 мм и выше, что позволяет сохранять плоскость поверхностей и надёжность уплотнений. Анализ производственных данных за 2023 год также показал интересную закономерность в области контроля качества: на предприятиях, получивших сертификацию ISO 9001:2015 по системе управления качеством, количество гарантийных случаев примерно на 34 % ниже по сравнению с теми, кто не имеет такой сертификации. В этом есть логика — такие сертифицированные производства, скорее всего, выявляют проблемы на более ранних этапах производства, предотвращая трудности в дальнейшем.
Комплексные протоколы проверки включают:
Ведущие производители внедряют многоуровневые проверки качества на всех этапах производства:
| Сцена | Частота | Ключевые метрики |
|---|---|---|
| Сырьё | 100% | Химический состав, твердость |
| Обработка | Каждые 50 единиц | Точность размеров |
| Финальная сборка | 100% | Отделка поверхности, параметры крутящего момента |
Панели статистического контроля технологических процессов (SPC) в режиме реального времени выявляют отклонения сверх ±2σ, что позволяет немедленно принимать корректирующие меры и минимизировать дефекты.
При оценке поставщиков отдавайте предпочтение тем, кто имеет:
Для современных крышек головок блока цилиндров правильная обработка с точностью примерно плюс-минус 0,005 мм практически необходима, чтобы они правильно устанавливались с прокладками и точно садились на блоки двигателя. Станки с ЧПУ, то есть компьютеризированные инструменты, особенно эффективны при изготовлении всех этих сложных деталей, таких как встроенные маслоотделители или лабиринтные сепараторы. Преимущество этой технологии заключается в том, что, несмотря на различный внешний вид каждой детали, они остаются одинаковыми от одной партии к другой. Отраслевые специалисты изучают эти процессы уже много лет, и компании, такие как CNCrush, сообщали о схожих результатах ещё в 2024 году, подтверждая высокую надёжность этих производственных процессов.
Ведущие производители сочетают процессы, сертифицированные по ISO 9001, с передовыми измерительными инструментами, такими как КИМ и шпиндельные зонды. Сканирование в реальном времени с помощью лазера проверяет допуски алюминиевых крышек в процессе обработки, что снижает объем доработок после производства на 30% по сравнению с традиционными методами.
Быстрое прототипирование позволяет проводить функциональное тестирование крышек из магния или композитных материалов в течение 72 часов — это необходимо для разработки автоспортивных и гибридных двигателей. Мелкосерийные CNC-запуски (50–500 единиц) позволяют производителям оригинального оборудования проверять конструкции без инвестиций в дорогостоящие литейные формы, ускоряя выход продукции на рынок.
Раннее взаимодействие между командами проектирования и производства снижает расход материалов и сложность обработки. Исследование 2023 года показало, что доработки по принципам DFM уменьшают стоимость детали на 18% для высокоточных компонентов, таких как крышки турбированных двигателей. Сотрудничество с опытным производителем обеспечивает соответствие проектных решений возможностям производства.
Выбирайте поставщиков с опытом не менее 10 лет в производстве компонентов двигателя. Партнеры высшего уровня проходят ежегодные аудиты по стандарту IATF 16949, что способствует снижению уровня дефектов на 34% (Отчет по автомобильному инжинирингу, 2023). Ключевые критерии оценки включают:
Анализ 12 поставщиков автомобильной отрасли в 2023 году показал, что производители, использующие Обслуживание на основе ИИ для прогнозирования в операциях ЧПУ, достигли на 23% более высокого уровня своевременных поставок. Один из разработчиков силовых агрегатов сообщил, что 94% их двигателей работали без проблем в течение 18 месяцев при использовании кожухов от производителей, обладающих следующими характеристиками:
Ключевые предупреждающие признаки включают:
• Расплывчатые сроки обработки, превышающие стандартный ориентир в 6–8 недель
• Неохота предоставлять сертификаты на исходные материалы или отчеты о первичном контроле образца
• Необъяснимые изменения в спецификациях термообработки или отделки поверхности
Поставщики, не имеющие четких протоколов эскалации, стали причиной 62% задержек в производстве в проектах высокопроизводительных двигателей (Глобальное исследование поставщиков автомобилестроения, 2023).
Местные производители, как правило, обеспечивают более высокий контроль качества и более быстрые сроки доставки, даже если их затраты на рабочую силу и материалы примерно на 30–50 процентов выше, чем за рубежом, согласно Отчёту о затратах в глобальном производстве за 2024 год. Близость к поставщику упрощает тесное взаимодействие при соблюдении жёстких допусков ЧПУ и позволяет вносить срочные изменения в конструкции — это особенно важно для деталей, где ключевое значение имеет производительность. Хотя зарубежные компании могут сократить расходы на материалы примерно на 20–40 процентов благодаря большим объёмам производства, они обычно сталкиваются с непредсказуемыми графиками доставки, которые могут составлять от 8 до 12 недель. И не стоит забывать о растущей проблеме кражи идей. Согласно Автомобильному рейтингу поставщиков за 2023 год, компании сталкиваются почти с вдвое большим риском потери конфиденциальной информации при работе с поставщиками из стран, где недостаточно надёжно защищаются права промышленной собственности.
Подход к производству по принципу «точно в срок» обычно работает наиболее эффективно при работе с отечественными поставщиками, расположенными примерно в 500 милях от места сборки. Такая близость помогает сократить транспортные проблемы, способные нарушить производственные графики. Однако, когда компании закупают материалы за рубежом, им приходится держать запасы на два месяца вперёд, чтобы компенсировать неизбежные задержки на таможне и транспортные сбои, с которыми мы все сталкиваемся в последнее время. Согласно недавним исследованиям в области логистики за прошлый год, только содержание этого дополнительного запаса обходится от восемнадцати до тридцати пяти тысяч долларов США в месяц на каждого поставщика. И не стоит забывать о надоедливых пошлинах, возникающих повсюду из-за геополитической напряжённости. Эти дополнительные расходы могут серьёзно съедать экономию, увеличивая конечные цены примерно на семь–двадцать два процента на такие товары, как алюминиевые отливки. Из-за всех этих факторов многие ведущие производители начали внедрять то, что некоторые называют гибридной стратегией закупок. Они сочетают проверенных местных специалистов по фрезерной обработке с иностранными литейными цехами, производящими менее ответственные компоненты. Таким образом удаётся лучше сбалансировать затраты, поддерживать стандарты качества продукции и в целом создать более устойчивую сеть поставок.
Все права защищены © 2025 Hangzhou Nansen Auto Parts Co.,Ltd. — Политика конфиденциальности