シリンダーヘッドの製造において寸法を正確に測定することは非常に重要です。これは燃焼室を適切に密封し、効果的に熱を管理するためです。現在では、オイル漏れや圧縮力の低下、あるいはエンジンブロック内部の高温によって部品が変形するのを防ぐために、エンジン製造では±0.002インチ(約0.05 mm)程度の公差が求められています。2025年に『Engine Builder』が発表した研究によると、シール性にわずかな問題があるだけで、高性能エンジンは長期間にわたり約12%の効率を失う可能性があるとのことです。そのため、多くの工場では、生産工程全体を通じて厳格な検査とともに、高度なコンピュータ制御機械(CNC)に大きく依存しています。こうした検査では、部品の寿命を短くしかねない微細な欠陥を顕微鏡レベルで見極めています。
| プロセス | 公差 | 材料の柔軟性 | 費用効率 | 理想的な使用例 |
|---|---|---|---|---|
| CNC加工 | ±0.001" | 高強度(鍛造アルミニウム) | 適度 | 小ロット、カスタム設計 |
| 鋳造 | ±0.005" | 限られている(金型) | 大容量の | 大量生産 |
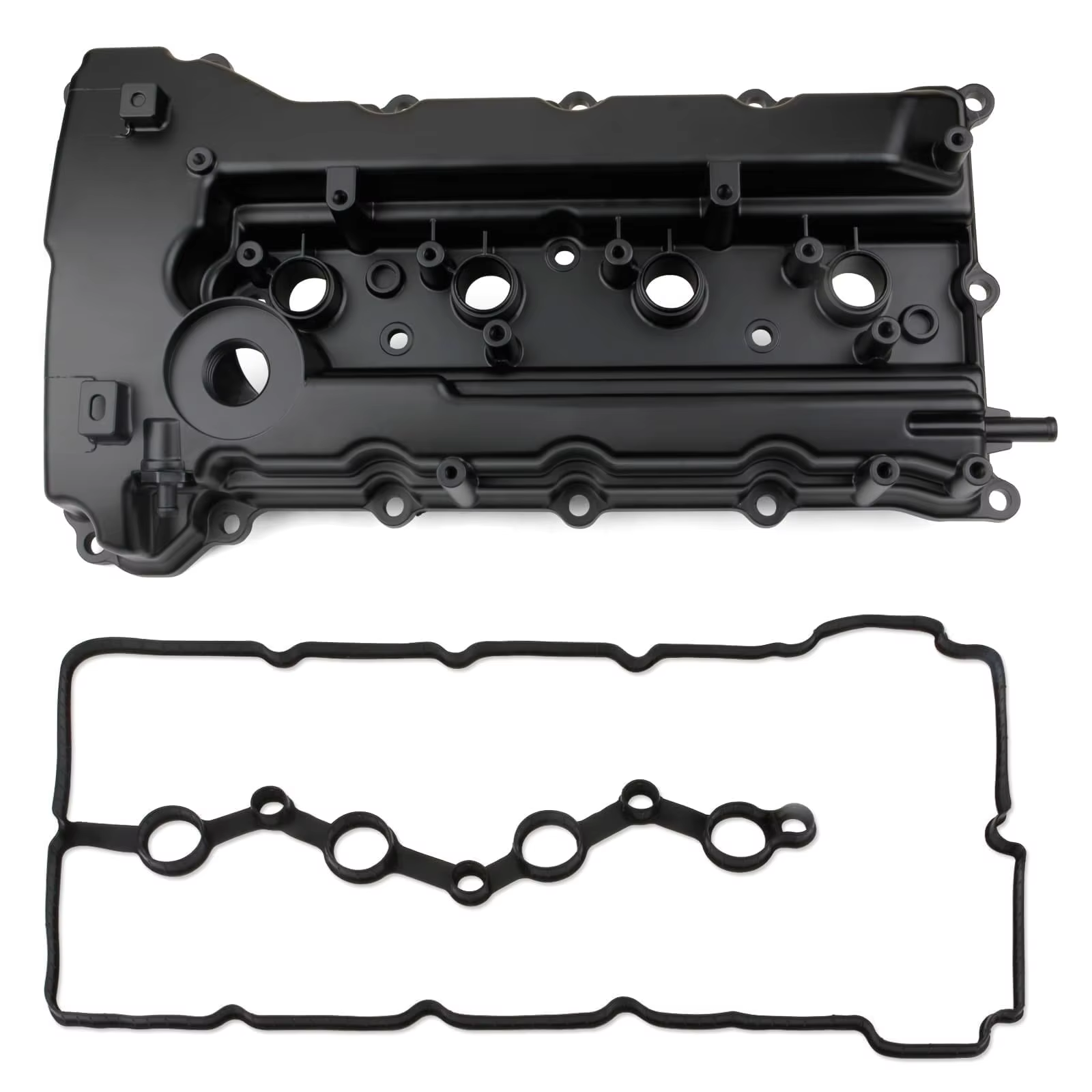
性能とカスタム加工に関しては、CNCマシニングが特に優れています。これは固体の鍛造アルミニウムから複雑な形状を直接作り出すことができるためです。一方で、大量の標準部品を低コストで生産する必要がある場合には、鋳造が依然として有利です。2025年の『エンジンコンポーネントレポート』の最近の調査結果によると、こうした機械加工されたカバーは、鋳造品と比較して約40%高い圧力ピークに耐えられます。これは、エンジン内部の過酷な状況において非常に重要な差となります。多くの整備士が、エンジンブロック内の高負荷状態に対処する際にはこれが非常に重要だと指摘しています。
シリンダーヘッドカバーの品質は、圧縮比を安定させ、エンジン温度を適切に管理する上で非常に重要です。これらの要因は、エンジンがどれだけの動力を発生し、燃料をどの程度効率的に燃焼させるかに直接影響します。特にターボチャージャーエンジンにおいてこれらのカバーをアップグレードすると、バルブトレインの摩擦が約18%低減されます。つまり、部品の寿命も延び、通常3万~5万マイル以上の追加走行が可能になります。設計の優れたカバーは、放熱性も約22%向上させることができます。これは、高出力走行時における信頼性のために、適切な熱管理が極めて重要となる状況下で、異常燃焼(ノッキング)を防ぐ上で大きな違いを生み出します。
最高のシリンダーヘッドカバーメーカーが際立っているのは、非常に精密なエンジニアリング作業に注力しているためです。彼らは0.005mm以下、あるいはそれ以上の精度を達成できる数値制御(CNC)工作機械を使用しており、これにより表面の平面性が保たれ、シールが正しく機能します。2023年の製造データを分析すると、品質管理に関する興味深い事実がわかります。ISO 9001:2015認証を取得した工場では、未認証の工場と比較して保証関連の問題が約34%少なくなっています。考えてみれば当然で、これらの認証工場では生産工程の早い段階で問題を発見できているため、後々発生するトラブルを回避できているのです。
包括的な検査プロトコルには以下が含まれます:
主要メーカーは生産工程の各段階で段階的な品質チェックを実施しています:
| ステージ | 周波数 | 主要な指標 |
|---|---|---|
| 原材料 | 100% | 化学組成、硬度 |
| 機械加工 | 50ユニットごと | 寸法精度 |
| 最終組み立て | 100% | 表面仕上げ、トルク仕様 |
リアルタイムの統計的工程管理(SPC)ダッシュボードにより±2σを超える偏差を検出し、即時の是正措置を可能にし、不良を最小限に抑えることができます。
サプライヤーを評価する際は、以下の認証を取得している企業を優先してください:
現代のシリンダーヘッドカバーでは、ガスケットとの適合やエンジンブロックへの正しい取り付けを確保するため、加工精度を±0.005 mm程度に保つことがほぼ不可欠です。CNCマシン、つまりコンピュータ制御の工作機械は、内蔵式ブリーザーバッフルやオイルセパレーターなど、複雑な構造を持つ部品を製造する際に特に優れた性能を発揮します。この技術の優れた点は、各部品が外観上異なる場合でも、バッチ間で一貫した品質が得られることです。業界関係者は長年にわたりこの分野を注目しており、2024年にCNCrushが同様の調査結果を報告するなど、こうした工程の信頼性が非常に高まっていることが示されています。
主要メーカーは、ISO 9001認証プロセスをCMMやスピンドルプローブなどの高度な測定機器と組み合わせています。リアルタイムのレーザースキャンにより、マシニング中のアルミカバーの公差を検証し、従来の方法と比較して生産後の再作業を30%削減します。
迅速な試作により、マグネシウムまたは複合素材製カバーの機能テストを72時間以内に実施可能で、モータースポーツやハイブリッドエンジン開発に不可欠です。小ロットでのCNC加工(50~500個)により、OEMは高価な鋳造金型への投資を行うことなく設計を検証でき、市場投入までの時間を短縮できます。
設計チームと製造チームが早期から共同作業を行うことで、材料の無駄や機械加工の複雑さを削減できます。2023年の調査によると、ターボチャージャー付きエンジンカバーなどの高精度部品において、DFM(設計段階での製造性検討)に基づいた設計変更により、部品単価を18%低下させることが確認されています。経験豊富な製造業者と提携することで、設計意図と生産の実現可能性が一致することを確実にできます。
エンジン部品の製造において少なくとも10年以上の専門的経験を持つサプライヤーを選定してください。トップクラスのパートナーは年次IATF 16949監査を受けており、これにより欠陥発生率が34%低下しています(Automotive Engineering Report 2023)。主な評価基準には以下が含まれます:
2023年の12の自動車部品サプライヤーに関する分析によると、CNC加工工程で AI駆動の予測保全 を採用しているメーカーは、納期遵守率が23%高かった。あるパワートレイン開発企業は、以下の特徴を持つメーカーが供給するカバーを装着した結果、エンジンの94%が18か月間問題なく動作したと報告している。
重大な警告サインには以下が含まれる:
• 標準的な6~8週間のベンチマークを超えるあいまいな加工スケジュール
• 原材料の認証書類や初品検査報告書の提示を渋る態度
• 熱処理または表面処理仕様の説明不能な変更
明確なエスカレーションプロトコルを備えていないサプライヤーは、高性能エンジンプロジェクトにおける生産遅延の62%を占めています(Global Automotive Supplier Survey 2023)。
地元の製造業者は、2024年のグローバル製造コストレポートによると海外よりも人件費や材料費が約30〜50%高い場合でも、一般的により優れた品質管理と迅速な納期を提供しています。近距離にあることで、高精度のCNC公差を厳密に守る作業や、性能が重要な部品において非常に重要な設計の直前変更を密接に協力して行うことが容易になります。一方、海外の企業は生産規模が大きいため材料費をおよそ20〜40%削減できますが、通常8〜12週間と予測不可能な輸送スケジュールに悩まされます。また、盗用されたアイデアの問題がますます深刻化していることも忘れてはなりません。2023年自動車サプライヤーベンチマークによれば、工業財産権の保護が十分でない国々のサプライヤーと取引する場合、企業は独自情報を失うリスクがほぼ2倍になることが示されています。
ジャストインタイム生産方式は、組立箇所から約800キロメートル圏内の国内サプライヤーと連携する場合に最も効果的に機能する傾向があります。この近接性により、生産スケジュールを乱す可能性のある輸送上の問題を軽減できます。しかし、企業が海外から資材を調達する場合には、現在よく見られる税関の遅延や船積みの問題に対応するため、約2か月分の在庫をバッファとして保持する必要があります。昨年の物流に関する最近の調査によると、この追加在庫の維持だけで、サプライヤーごとに毎月1万8000ドルから3万5000ドルほどのコストが発生します。さらに、地政学的緊張によって至るところに現れる厄介な関税についても忘れてはなりません。こうした追加費用は節約分を大きく食い潰し、アルミ鋳物などの製品の最終価格をおよそ7~22%押し上げることになります。これらの要因から、多くのトップメーカーはいわゆるハイブリッド調達戦略の導入を始めています。信頼できる地元のCNC加工の専門家と、重要でない部品を担当する海外の鋳造工場を組み合わせることで、コスト削減と製品品質の維持、そしてより強靭なサプライチェーンの構築の間でより良いバランスを実現しているのです。
© 2025 Hangzhou Nansen Auto Parts Co.,Ltd. 著作権所有 — プライバシーポリシー
