Quando si realizzano le testate dei cilindri, è molto importante che le misure siano corrette, perché ciò mantiene le camere di combustione ben sigillate e aiuta a gestire efficacemente il calore. Oggi, i costruttori di motori hanno bisogno di tolleranze intorno a più o meno 0,002 pollici (circa 0,05 mm) solo per fermare problemi come perdite di olio, perdita di potenza di compressione, o parti che si deformano quando le cose diventano molto calde all'interno del blocco motore. Uno studio di Engine Builder nel 2025 ha anche evidenziato qualcosa di interessante: se c'è anche solo un piccolo problema con il modo in cui tutto si sigilla, alcuni motori ad alte prestazioni potrebbero perdere circa il 12% di efficienza nel tempo. Ecco perché la maggior parte delle fabbriche ora dipende molto da quelle macchine sofisticate controllate da computer chiamate CNC insieme a controlli rigorosi durante la produzione. Stanno cercando piccoli difetti a livello microscopico che altrimenti accorcerebbero la durata di questi componenti prima di aver bisogno di sostituzione.
| Processo | Tolleranza | Flessibilità dei materiali | Efficienza dei costi | Caso d'uso ideale |
|---|---|---|---|---|
| Fresatura cnc | ±0.001" | Alto (in alluminio billet) | Moderato | Progetti personalizzati in piccola serie |
| Casting | ±0.005" | Limitato (stampi) | Alto volume | Produzione in serie |
Per quanto riguarda prestazioni e lavorazioni personalizzate, la fresatura CNC si distingue particolarmente perché è in grado di creare forme complesse direttamente da blocchi solidi di alluminio billet. La fusione mantiene invece un vantaggio quando i produttori devono realizzare grandi quantità di componenti standard a costi più contenuti. Secondo alcune recenti scoperte riportate nel rapporto sui Componenti del Motore per il 2025, questi coperchi lavorati a macchina sopportano circa il 40 percento in più di picchi di pressione rispetto alle versioni fuse. Questo fa tutta la differenza nei motori in cui le condizioni sotto il cofano diventano particolarmente impegnative. La maggior parte dei meccanici confermerà che questo aspetto è fondamentale quando si tratta di situazioni ad alto stress all'interno di un blocco motore.
La qualità del coperchio della testata cilindri è fondamentale per mantenere stabili i rapporti di compressione e gestire correttamente le temperature del motore. Questi fattori influiscono direttamente sulla potenza erogata dal motore e sull'efficienza con cui consuma carburante. Quando aggiorniamo questi coperchi, specialmente nei motori turbo, osserviamo una riduzione dell'attrito nella distribuzione pari a circa il 18%. Ciò significa anche una maggiore durata dei componenti: in genere tra 30.000 e 50.000 miglia in più prima della sostituzione. Coperchi progettati meglio riescono a dissipare il calore circa il 22% in modo più efficace. Questo fa la differenza nel prevenire eventi pericolosi di detonazione durante guida ad alte prestazioni, dove un controllo termico adeguato diventa assolutamente essenziale per l'affidabilità.
I migliori produttori di coperchi della testata cilindri si distinguono perché puntano su un'ingegneria estremamente precisa. Utilizzano macchine a controllo numerico computerizzato (CNC) in grado di raggiungere tolleranze fino a 0,005 mm o inferiori, mantenendo le superfici piane e garantendo una corretta tenuta delle guarnizioni. Un'analisi dei dati produttivi del 2023 rivela anche un aspetto interessante riguardo al controllo qualità: gli stabilimenti che hanno ottenuto la certificazione ISO 9001:2015 per la gestione della qualità registrano circa il 34% in meno di problemi in garanzia rispetto a quelli non certificati. È logico, se si pensa che queste strutture probabilmente individuano i difetti in una fase precoce della produzione, evitando problemi futuri.
I protocolli completi di ispezione includono:
I produttori leader applicano controlli qualità gerarchici in tutte le fasi di produzione:
| Palcoscenico | Frequenza | Metriche principali |
|---|---|---|
| Materia Prima | 100% | Composizione chimica, durezza |
| Lavorazione meccanica | Ogni 50 unità | Precisione Dimensionale |
| Assemblaggio Finale | 100% | Finitura superficiale, specifiche di coppia |
Le dashboard di controllo statistico del processo (SPC) in tempo reale rilevano deviazioni superiori a ±2σ, consentendo interventi correttivi immediati e riducendo al minimo i difetti.
Quando si valutano i fornitori, dare priorità a quelli in possesso di:
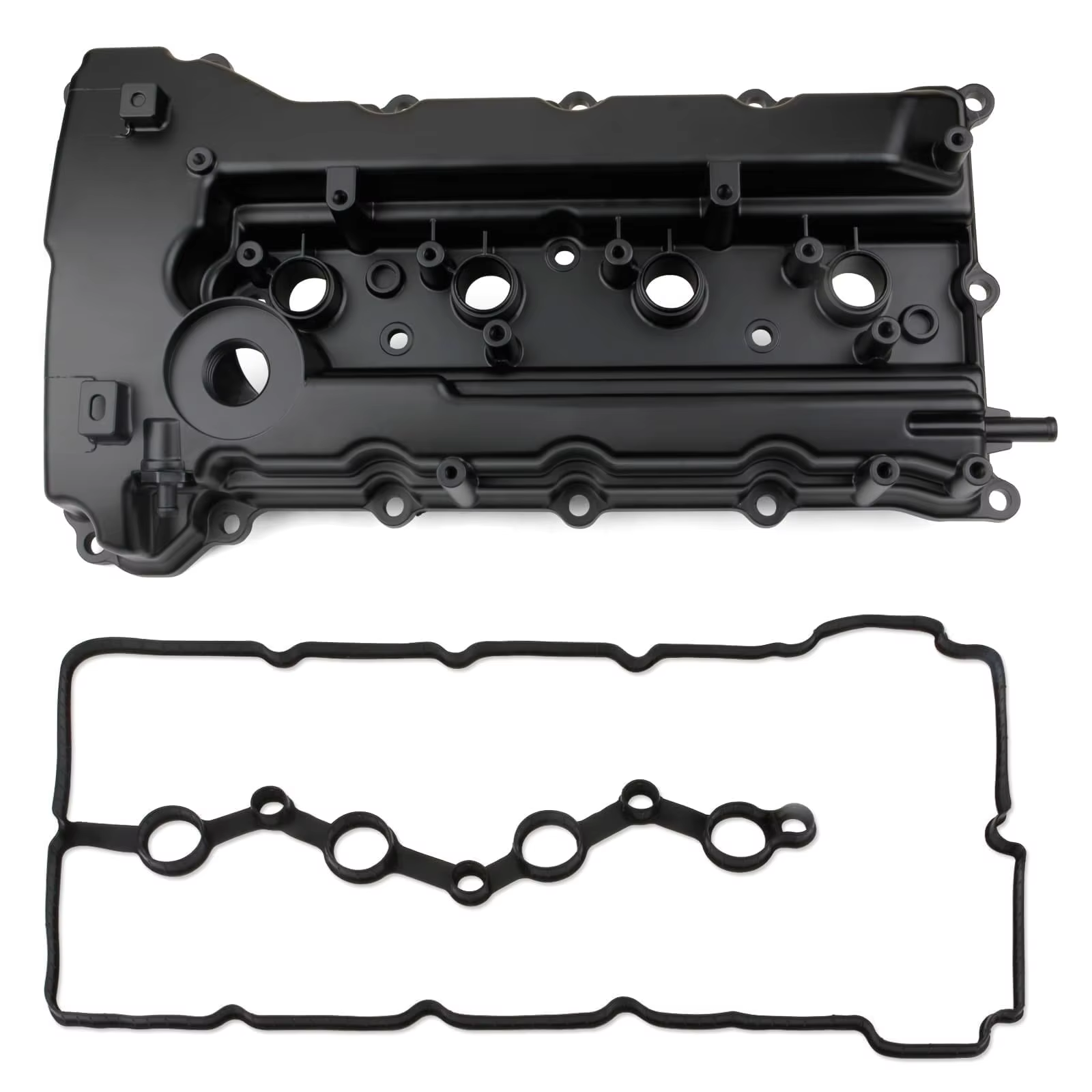
Per le moderne coperture della testata, ottenere una lavorazione precisa entro circa più o meno 0,005 mm è praticamente essenziale affinché si adattino correttamente con le guarnizioni e si posizionino in modo preciso sui blocchi motore. Le macchine CNC, questi utensili controllati da computer, si distinguono particolarmente nella produzione di parti così complesse come baffle integrati per il ricircolo dei vapori o separatori dell'olio. Il vantaggio di questa tecnologia è che, anche se ogni componente può apparire diverso, risultano comunque coerenti da un lotto all'altro. Gli addetti del settore analizzano questi processi da anni e aziende come CNCrush hanno riportato già nel 2024 riscontri simili, dimostrando quanto siano diventati affidabili.
I principali produttori combinano processi certificati ISO 9001 con strumenti avanzati di metrologia come macchine coordinate (CMM) e sonde per mandrini. La scansione laser in tempo reale verifica le tolleranze dei coperchi in alluminio durante la lavorazione, riducendo del 30% i ritocchi post-produzione rispetto ai metodi convenzionali.
La prototipazione rapida consente il collaudo funzionale di coperchi in magnesio o materiali compositi entro 72 ore, fondamentale per lo sviluppo di motori da competizione e ibridi. Piccole serie realizzate con macchine CNC (50–500 unità) permettono agli OEM di validare i progetti senza dover investire in costose attrezzature per la fusione, accelerando l'ingresso sul mercato.
Una collaborazione precoce tra i team di progettazione e produzione riduce gli sprechi di materiale e la complessità delle lavorazioni. Uno studio del 2023 ha rilevato che le revisioni guidate dal DFM riducono i costi per componente dell'18% per componenti ad alta tolleranza, come i coperchi dei motori turbo. Collaborare con un produttore esperto garantisce che l'intento progettuale sia allineato alla fattibilità produttiva.
Selezionare fornitori con almeno 10 anni di esperienza specializzata nella produzione di componenti motore. I partner di prim'ordine si sottopongono a audit annuali IATF 16949, che contribuiscono a una riduzione del 34% dei tassi di difetto (Rapporto di Ingegneria Automobilistica 2023). I criteri principali di valutazione includono:
Un'analisi del 2023 su 12 fornitori automobilistici ha rivelato che i produttori che utilizzano Manutenzione predittiva basata sull'Intelligenza Artificiale nelle operazioni CNC hanno ottenuto tassi di consegna puntuale del 23% più elevati. Un produttore di powertrain ha riportato che il 94% dei suoi motori ha funzionato senza problemi per 18 mesi quando equipaggiato con coperture da produttori dotati di:
Segnali critici includono:
• Tempistiche di lavorazione vaghe superiori al benchmark standard di 6-8 settimane
• Riluttanza a fornire certificazioni dei materiali grezzi o rapporti di ispezione del primo campione
• Cambiamenti non spiegati alle specifiche di trattamento termico o di finitura superficiale
I fornitori privi di protocolli chiari di escalation hanno causato il 62% dei ritardi produttivi nei progetti di motori ad alte prestazioni (Global Automotive Supplier Survey 2023).
I produttori locali offrono generalmente un migliore controllo della qualità e tempi di consegna più rapidi, anche se i costi del lavoro e dei materiali sono circa dal 30 al 50 percento più alti rispetto a quelli disponibili all'estero, secondo il Global Manufacturing Cost Report 2024. La vicinanza rende più semplice collaborare da vicino su tolleranze CNC strette ed effettuare modifiche dell'ultimo minuto ai progetti, aspetti che risultano fondamentali per componenti in cui le prestazioni sono cruciali. Sebbene le aziende all'estero possano ridurre i costi dei materiali di circa il 20-40 percento grazie a volumi di produzione maggiori, di solito devono fare i conti con tempistiche di spedizione imprevedibili che possono variare da 8 a 12 settimane. E non dimentichiamo il crescente problema del furto di idee. Il rapporto Automotive Supplier Benchmark 2023 mostra che le aziende hanno quasi il doppio delle probabilità di perdere informazioni proprietarie quando collaborano con fornitori in paesi che non offrono adeguata protezione dei diritti di proprietà industriale.
L'approccio produttivo just-in-time funziona in modo più efficace quando si collabora con fornitori nazionali situati a circa 800 chilometri dal luogo di assemblaggio. Questa vicinanza contribuisce a ridurre i problemi di trasporto che potrebbero alterare i programmi di produzione. Tuttavia, quando le aziende approvvigionano materiali all'estero, devono mantenere una scorta pari a circa due mesi di materiale per far fronte ai ritardi doganali e ai problemi di spedizione ormai inevitabili. Secondo recenti ricerche nel settore logistico dell'anno scorso, soltanto questa scorta aggiuntiva comporta un costo mensile compreso tra diciottomila e trentacinquemila dollari per fornitore. E non dimentichiamo i fastidiosi dazi che stanno emergendo ovunque a causa delle tensioni geopolitiche. Questi costi aggiuntivi possono erodere notevolmente i risparmi, aumentando i prezzi finali di circa il sette-trentadue percento per articoli come le fusioni in alluminio. A causa di tutti questi fattori, molti dei principali produttori hanno iniziato ad adottare quella che alcuni definiscono una strategia ibrida di approvvigionamento. Affiancano i loro affidabili esperti locali di lavorazioni CNC a fonderie estere che gestiscono componenti meno critici. In questo modo riescono a trovare un equilibrio migliore tra contenimento dei costi, mantenimento degli standard qualitativi del prodotto e creazione di una rete di approvvigionamento più resiliente.
Copyright © 2025 by Hangzhou Nansen Auto Parts Co.,Ltd. — Informativa sulla privacy
