
Mendapatkan pengukuran yang betul ketika membuat kepala silinder sangat penting kerana ia memastikan bilik pembakaran ditutup dengan betul dan membantu menguruskan haba dengan berkesan. Hari ini, pembangun enjin memerlukan toleransi sekitar tambah atau tolak 0.002 inci (kira-kira 0.05 mm) hanya untuk menghentikan masalah seperti kebocoran minyak, kehilangan kuasa mampatan, atau bahagian yang bengkok apabila perkara menjadi sangat panas di dalam blok enjin. Satu kajian dari Engine Builder pada tahun 2025 menunjukkan sesuatu yang menarik juga jika ada masalah kecil dengan seberapa baik semuanya disegel bersama, beberapa enjin berprestasi tinggi mungkin kehilangan sekitar 12% kecekapan dari masa ke masa. Itulah sebabnya kebanyakan kilang kini bergantung kepada mesin yang dikendalikan komputer yang mewah yang dipanggil CNC bersama dengan pemeriksaan ketat sepanjang pengeluaran. Mereka mencari kecacatan kecil pada tahap mikroskopik yang akan mengurangkan jangka hayat komponen ini sebelum perlu diganti.
| Proses | Ralat Tolak | Kelincahan Bahan | Kecekapan Kos | Kes sesuai ideal |
|---|---|---|---|---|
| Mesin CNC | ±0.001" | Tinggi (aluminium billet) | Sederhana | Reka bentuk tersuai, jumlah rendah |
| PENGCASTINGAN | ±0.005" | Terhad (acuan) | Jumlah tinggi | Pengeluaran Besar-Besaran |
Apabila melibatkan prestasi dan kerja tersuai, pemesinan CNC benar-benar menonjol kerana ia mampu menghasilkan bentuk rumit terus daripada aluminium billet pejal. Pengecoran masih mempunyai kelebihan apabila pengeluar perlu menghasilkan banyak komponen piawai dengan kos yang lebih rendah. Menurut beberapa dapatan terkini dalam Laporan Komponen Enjin untuk tahun 2025, penutup yang dimesin ini sebenarnya mampu menahan tekanan puncak kira-kira 40 peratus lebih tinggi berbanding versi tuangan. Ini membuatkan perbezaan besar pada enjin di mana keadaan di bawah bonet boleh menjadi sangat intensif. Kebanyakan mekanik akan memberitahu anda bahawa perkara ini amat penting apabila berurusan dengan situasi tekanan tinggi di dalam blok enjin.
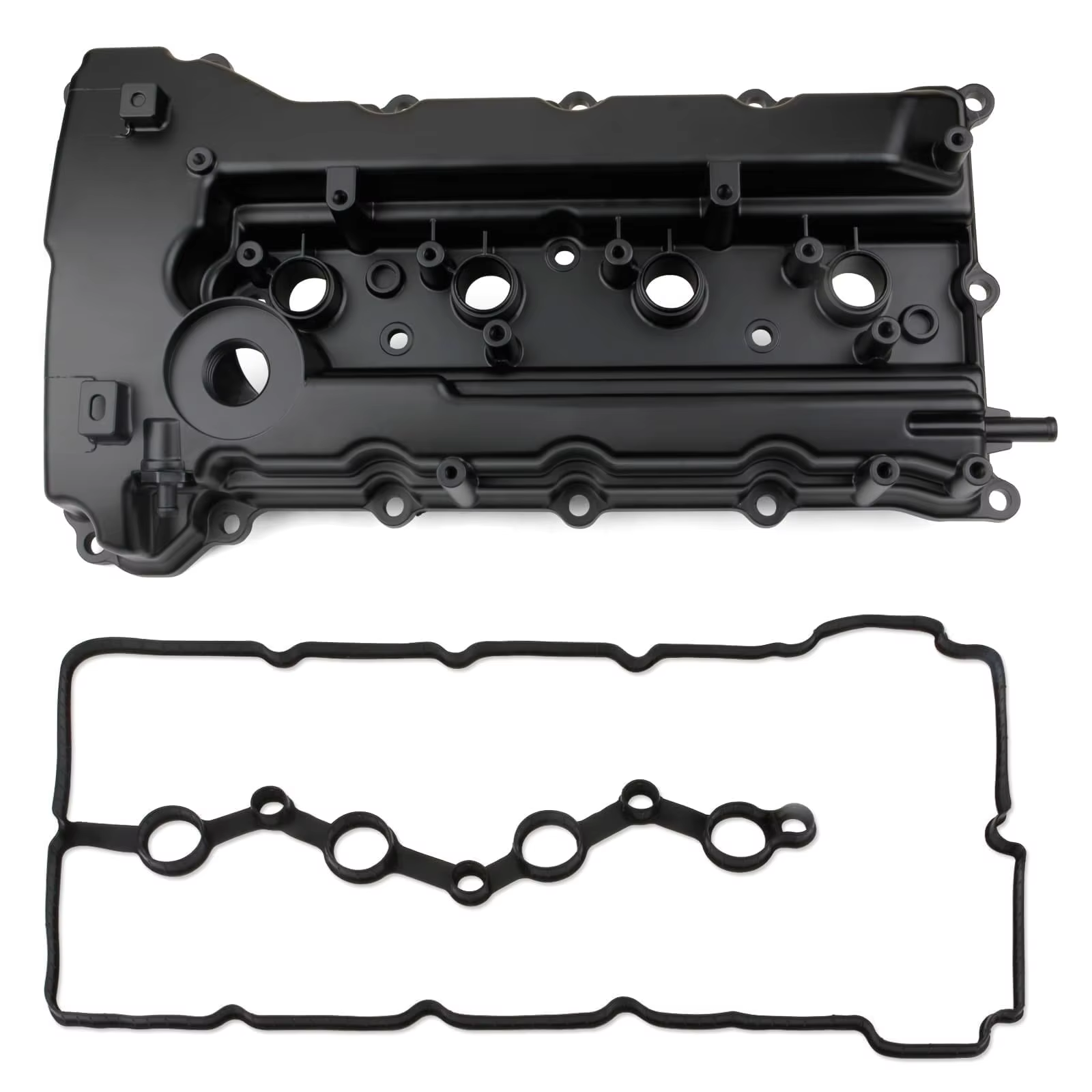
Kualiti penutup kepala silinder sangat penting untuk mengekalkan nisbah mampatan yang stabil dan menguruskan suhu enjin dengan betul. Faktor-faktor ini secara langsung mempengaruhi jumlah kuasa yang dihasilkan oleh enjin dan kecekapan pembakaran bahan api. Apabila kita meningkatkan penutup ini, terutamanya pada enjin bertenaga turbo, kita dapat melihat penurunan sekitar 18% dalam geseran aci cam. Ini bermakna komponen-komponen tersebut tahan lebih lama – biasanya antara 30,000 hingga 50,000 batu tambahan sebelum perlu diganti. Reka bentuk penutup yang lebih baik juga boleh menyebarkan haba kira-kira 22% lebih berkesan. Ini memberi perbezaan besar dalam mencegah kejadian detonasi berbahaya semasa pemanduan prestasi tinggi, di mana kawalan haba yang tepat menjadi perkara penting untuk kebolehpercayaan.
Pembuat penutup kepala silinder terbaik menonjol kerana fokus mereka terhadap kerja kejuruteraan yang sangat tepat. Mereka menggunakan mesin kawalan angka komputer (CNC) yang mampu mencapai toleransi setepat 0.005 mm atau lebih baik, yang mengekalkan permukaan rata dan perenggan berfungsi dengan betul. Tinjauan data pengeluaran dari tahun 2023 menunjukkan sesuatu yang menarik mengenai kawalan kualiti juga. Kilang yang telah memperoleh sijil ISO 9001:2015 untuk pengurusan kualiti mengalami sekitar 34% kurang isu waranti berbanding yang tidak memilikinya. Adalah masuk akal apabila difikirkan — kemudahan bersistem ini berkemungkinan besar dapat mengesan masalah lebih awal dalam proses pengeluaran, mengelakkan masalah di kemudian hari.
Protokol pemeriksaan menyeluruh termasuk:
Pengilang terkemuka menguatkuasakan semakan kualiti berperingkat merentasi peringkat pengeluaran:
| Pentas | Frekuensi | Ukuran Utama |
|---|---|---|
| Bahan Mentah | 100% | Komposisi kimia, kekerasan |
| Pemesinan | Setiap 50 unit | Ketepatan Dimensi |
| Perakitan Akhir | 100% | Kemasan permukaan, spesifikasi tork |
Papan pemuka kawalan proses statistik (SPC) masa nyata mengesan penyimpangan melebihi ±2σ, membolehkan tindakan pembetulan serta-merta dan meminimumkan kecacatan.
Apabila menilai pembekal, utamakan mereka yang memiliki:
Bagi penutup kepala silinder moden, adalah sangat penting untuk mendapatkan kemasan pemesinan yang tepat dalam julat lebih kurang tolak tambah 0.005 mm supaya ia dapat duduk dengan betul bersama gasket dan pada blok enjin. Mesin CNC, iaitu alat berkuasa komputer, benar-benar unggul dalam penghasilan komponen rumit seperti pelantar pernafasan binaan atau pemisah minyak. Kelebihan teknologi ini ialah walaupun setiap komponen kelihatan berbeza, hasilnya tetap konsisten dari satu kelompok ke kelompok yang lain. Pihak industri telah lama meneliti perkara ini, dan syarikat seperti CNCrush melaporkan dapatan serupa pada tahun 2024 yang menunjukkan betapa proses ini telah menjadi semakin boleh dipercayai.
Pengilang terkemuka menggabungkan proses bersetifikat ISO 9001 dengan alat metrologi maju seperti CMM dan probe spindel. Penskanan laser masa nyata mengesahkan had toleransi penutup aluminium semasa proses pemesinan, mengurangkan kerja susulan selepas pengeluaran sebanyak 30% berbanding kaedah konvensional.
Perekaan prototaip pantas membolehkan ujian fungsi penutup magnesium atau komposit dalam tempoh 72 jam—satu keperluan penting bagi pembangunan enjin sukan motor dan hibrid. Pengeluaran CNC jumlah rendah (50–500 unit) membolehkan OEM mengesahkan rekabentuk tanpa perlu melabur pada peralatan pengecoran yang mahal, mempercepatkan masa ke pasaran.
Kerjasama awal antara pasukan reka bentuk dan pembuatan mengurangkan sisa bahan dan kerumitan pemesinan. Satu kajian 2023 mendapati bahawa semakan semula berpandukan DFM menurunkan kos seunit sebanyak 18% untuk komponen toleransi tinggi seperti penutup enjin bertenaga turbo. Bekerjasama dengan pengilang yang berpengalaman memastikan niat reka bentuk selaras dengan kebolehlaksanaan pengeluaran.
Pilih pembekal dengan pengalaman khusus sekurang-kurangnya 10 tahun dalam pembuatan komponen enjin. Rakan kongsi tahap atas menjalani audit IATF 16949 setiap tahun, yang menyumbang kepada pengurangan kadar cacat sebanyak 34% (Laporan Kejuruteraan Automotif 2023). Kriteria penilaian utama termasuk:
Analisis 2023 terhadap 12 pembekal automotif menunjukkan bahawa pengilang yang menggunakan Pemeliharaan Prediktif Berpandukan AI dalam operasi CNC mencapai kadar penyerahan tepat masa 23% lebih tinggi. Seorang pembangun kuasa transmisi melaporkan 94% daripada enjin mereka beroperasi tanpa masalah selama 18 bulan apabila dilengkapi penutup daripada pengilang yang menampilkan:
Tanda amaran kritikal termasuk:
• Tempoh pemesinan yang kabur melebihi piawaian rujukan 6–8 minggu
• Enggan memberikan pensijilan bahan mentah atau laporan pemeriksaan artikel pertama
• Perubahan yang tidak diterangkan mengenai rawatan haba atau spesifikasi kemasan permukaan
Pembekal yang kekurangan protokol eskalasi yang jelas menyumbang kepada 62% kelewatan pengeluaran dalam projek enjin prestasi tinggi (Kajian Pembekal Automotif Global 2023).
Pengilang tempatan umumnya memberikan kawalan kualiti yang lebih baik dan masa penghantaran yang lebih cepat, walaupun kos buruh dan bahan mereka adalah sekitar 30 hingga 50 peratus lebih tinggi berbanding dengan yang tersedia di luar negara menurut Laporan Kos Pembuatan Global 2024. Kehadiran yang berdekatan memudahkan kerjasama rapat dalam toleransi CNC yang ketat serta membuat perubahan last minute kepada rekabentuk—sesuatu yang sangat penting bagi komponen yang menekankan prestasi. Walaupun syarikat di luar negara boleh mengurangkan perbelanjaan bahan sebanyak kira-kira 20 hingga 40 peratus berkat kepada volum pengeluaran yang lebih besar, mereka biasanya menghadapi jadual penghantaran yang tidak menentu selama mana-mana antara 8 hingga 12 minggu. Dan jangan lupa tentang masalah peningkatan pencurian idea. Penanda Aras Pembekal Automotif 2023 menunjukkan bahawa perniagaan menghadapi hampir dua kali ganda risiko kehilangan maklumat hak milik apabila bekerjasama dengan pembekal di negara-negara yang tidak mempunyai perlindungan yang kukuh terhadap hak harta industri.
Pendekatan pengeluaran just-in-time cenderung berfungsi paling berkesan apabila bekerjasama dengan pembekal tempatan yang terletak kira-kira 500 batu dari tempat perkakasan dibuat. Kedudukan yang berdekatan ini membantu mengurangkan masalah pengangkutan yang boleh mengganggu jadual pengeluaran. Namun, apabila syarikat mendapatkan bahan daripada luar negara, mereka perlu menyimpan stok selama kira-kira dua bulan sebagai rizab terhadap kelewatan kastam dan masalah penghantaran yang sering berlaku akhir-akhir ini. Menurut kajian logistik terkini tahun lepas, stok tambahan ini sahaja menambah antara lapan belas ribu hingga tiga puluh lima ribu dolar setiap bulan untuk diselenggara bagi setiap pembekal. Dan jangan lupa tentang cukai tambang yang muncul di pelbagai tempat akibat ketegangan geopolitik. Caj tambahan ini boleh mengurangkan penjimatan, mendorong kenaikan harga akhir sebanyak kira-kira tujuh hingga dua puluh dua peratus untuk barangan seperti acuan aluminium. Disebabkan semua faktor ini, ramai pengilang utama telah mula melaksanakan apa yang dipanggil strategi perolehan hibrid. Mereka menggabungkan pakar pemesinan CNC tempatan yang dipercayai dengan kilang asing yang mengendalikan komponen yang kurang kritikal. Dengan cara ini, mereka mencapai keseimbangan yang lebih baik antara mengekalkan kos rendah sambil mempertahankan piawaian kualiti produk dan membina rangkaian bekalan yang lebih kukuh secara keseluruhan.
Hak Cipta © 2025 oleh Hangzhou Nansen Auto Parts Co.,Ltd. — Dasar Privasi