การวัดขนาดให้แม่นยำขณะผลิตฝาสูบมีความสำคัญอย่างมาก เพราะช่วยให้ห้องเผาไหม้ปิดผนึกได้ดี และช่วยในการจัดการความร้อนอย่างมีประสิทธิภาพ ในปัจจุบัน ผู้ผลิตเครื่องยนต์ต้องการค่าความคลาดเคลื่อนประมาณ ±0.002 นิ้ว (ประมาณ 0.05 มม.) เพื่อป้องกันปัญหา เช่น การรั่วของน้ำมัน เสียแรงอัด หรือชิ้นส่วนบิดงอเมื่ออุณหภูมิภายในบล็อกเครื่องยนต์สูงขึ้นมาก งานศึกษาจาก Engine Builder ในปี 2025 ชี้ให้เห็นถึงประเด็นที่น่าสนใจอย่างหนึ่งว่า หากมีปัญหาเพียงเล็กน้อยเกี่ยวกับการปิดผนึกที่ดี บางเครื่องยนต์สมรรถนะสูงอาจสูญเสียประสิทธิภาพไปประมาณ 12% ตามระยะเวลาที่ใช้งาน นั่นจึงเป็นเหตุผลที่โรงงานส่วนใหญ่ในปัจจุบันพึ่งพาเครื่องจักรควบคุมด้วยคอมพิวเตอร์ขั้นสูงที่เรียกว่า CNC พร้อมทั้งตรวจสอบอย่างเข้มงวดตลอดกระบวนการผลิต โดยมุ่งเน้นการตรวจหาข้อบกพร่องเล็กๆ ในระดับไมโคร ซึ่งหากไม่ตรวจพบ อาจทำให้อายุการใช้งานของชิ้นส่วนเหล่านี้สั้นลงก่อนที่จะต้องเปลี่ยนใหม่
| กระบวนการ | ความคลาดเคลื่อน | ความยืดหยุ่นของวัสดุ | ประสิทธิภาพในเรื่องค่าใช้จ่าย | กรณีการใช้งานที่เหมาะสมที่สุด |
|---|---|---|---|---|
| การเจียร CNC | ±0.001" | สูง (อลูมิเนียมบิลเลต) | ปานกลาง | ออกแบบเฉพาะตัว ปริมาณน้อย |
| การหล่อ | ±0.005" | จำกัด (แม่พิมพ์) | ปริมาณสูง | การผลิตจำนวนมาก |
เมื่อพูดถึงสมรรถนะและการทำงานแบบกำหนดเอง การกลึงด้วยเครื่อง CNC ถือว่าโดดเด่นจริงๆ เพราะสามารถสร้างรูปทรงซับซ้อนได้โดยตรงจากอลูมิเนียมบิลเลตแข็ง การหล่อโลหะยังคงมีข้อได้เปรียบเมื่อผู้ผลิตต้องการผลิตชิ้นส่วนมาตรฐานจำนวนมากในต้นทุนที่ต่ำกว่า อย่างไรก็ตาม จากข้อมูลล่าสุดในรายงาน Engine Components Report ปี 2025 พบว่า ฝาครอบที่ผ่านการกลึงสามารถทนต่อแรงดันสูงสุดได้มากกว่าฝาหล่อประมาณ 40 เปอร์เซ็นต์ ซึ่งส่งผลต่างอย่างมากในเครื่องยนต์ที่มีสภาวะความร้อนและความดันสูงภายในห้องเครื่อง ส่วนใหญ่ช่างเทคนิคจะบอกว่าสิ่งนี้มีความสำคัญอย่างยิ่งเมื่อจัดการกับสถานการณ์ที่มีแรงกดดันสูงภายในบล็อกเครื่องยนต์
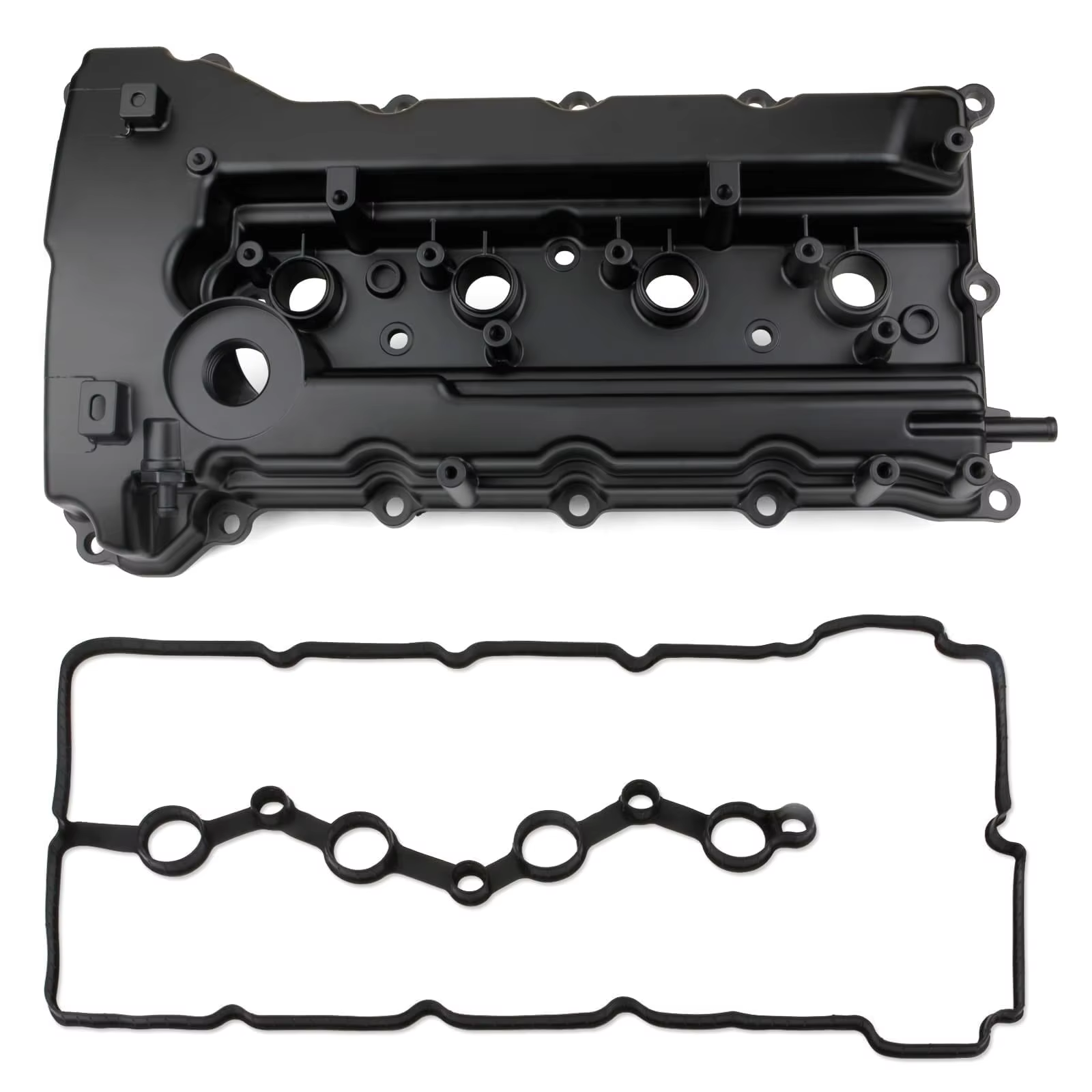
คุณภาพของฝาครอบหัวสูบมีความสำคัญอย่างมากในการรักษาอัตราส่วนการอัดให้คงที่ และควบคุมอุณหภูมิของเครื่องยนต์ได้อย่างเหมาะสม ปัจจัยเหล่านี้ส่งผลโดยตรงต่อปริมาณกำลังที่เครื่องยนต์ผลิตออกมารวมถึงประสิทธิภาพในการเผาไหม้น้ำมันเชื้อเพลิง เมื่ออัปเกรดฝาครอบดังกล่าว โดยเฉพาะในเครื่องยนต์เทอร์โบชาร์จ จะพบว่าแรงเสียดทานของระบบวาล์วลดลงประมาณ 18% ซึ่งหมายความว่าชิ้นส่วนจะมีอายุการใช้งานยาวนานขึ้น โดยทั่วไปสามารถใช้งานได้อีก 30,000 ถึง 50,000 ไมล์ก่อนต้องเปลี่ยน ส่วนฝาครอบที่ออกแบบมาดีกว่ายังสามารถระบายความร้อนได้มีประสิทธิภาพสูงขึ้นประมาณ 22% อีกด้วย สิ่งนี้มีความแตกต่างอย่างมากในการป้องกันเหตุการณ์การระเบิดที่ไม่ปลอดภัย (detonation) ขณะขับขี่แบบสมรรถนะสูง ซึ่งการควบคุมอุณหภูมิอย่างเหมาะสมถือเป็นสิ่งจำเป็นอย่างยิ่งต่อความน่าเชื่อถือของเครื่องยนต์
ผู้ผลิตฝาครอบหัวสูบชั้นนำมีความโดดเด่นเนื่องจากให้ความสำคัญกับงานวิศวกรรมที่แม่นยำอย่างยิ่ง พวกเขาใช้เครื่องจักรควบคุมด้วยระบบตัวเลขคอมพิวเตอร์ (CNC) ที่สามารถควบคุมค่าความคลาดเคลื่อนได้แน่นหนาถึง 0.005 มม. หรือดีกว่านั้น ซึ่งช่วยรักษาพื้นผิวให้เรียบและทำให้การปิดผนึกทำงานได้อย่างเหมาะสม การพิจารณาข้อมูลการผลิตจากปี 2023 ยังแสดงให้เห็นถึงข้อเท็จจริงที่น่าสนใจเกี่ยวกับการควบคุมคุณภาพด้วย โรงงานที่ได้รับการรับรองมาตรฐาน ISO 9001:2015 ด้านการบริหารคุณภาพ มีปัญหาการรับประกันน้อยลงประมาณ 34% เมื่อเทียบกับโรงงานที่ไม่มีการรับรอง ซึ่งสมเหตุสมผลหากพิจารณาดูว่า โรงงานที่ได้รับการรับรองเหล่านี้น่าจะตรวจพบปัญหาได้ตั้งแต่ระยะแรกของกระบวนการผลิต ช่วยลดปัญหาในขั้นตอนถัดๆ ไปได้
มาตรการการตรวจสอบอย่างครอบคลุม ได้แก่:
ผู้ผลิตชั้นนำกำหนดการตรวจสอบคุณภาพแบบหลายระดับตลอดขั้นตอนการผลิต:
| เวที | ความถี่ | ตัวชี้วัดสำคัญ |
|---|---|---|
| วัสดุดิบ | 100% | องค์ประกอบทางเคมี ความแข็ง |
| การแปรรูป | ทุกๆ 50 หน่วย | ความแม่นยำด้านมิติ |
| ขั้นตอนการประกอบสุดท้าย | 100% | พื้นผิวเรียบ ค่าแรงบิด |
แดชบอร์ดการควบคุมกระบวนการเชิงสถิติแบบเรียลไทม์ (SPC) ตรวจจับความเบี่ยงเบนที่เกิน ±2σ ทำให้สามารถดำเนินการแก้ไขได้ทันที และลดข้อบกพร่องให้น้อยที่สุด
เมื่อประเมินผู้จัดจำหน่าย ควรให้ความสำคัญกับผู้ที่ได้รับ:
สำหรับฝาครอบหัวสูบแบบใหม่ การควบคุมความแม่นยำในการกัดแต่งให้อยู่ในช่วงประมาณบวกหรือลบ 0.005 มม. ถือเป็นสิ่งจำเป็นอย่างยิ่ง เพื่อให้สามารถติดตั้งได้พอดีกับจอยและวางตัวได้อย่างถูกต้องบนบล็อกเครื่องยนต์ เครื่องจักร CNC ซึ่งเป็นเครื่องมือที่ควบคุมด้วยคอมพิวเตอร์ แสดงศักยภาพได้อย่างเด่นชัดเมื่อต้องผลิตชิ้นส่วนที่ซับซ้อน เช่น แผงกั้นลมระบายอากาศในตัวหรือตัวแยกน้ำมัน สิ่งที่ดีของเทคโนโลยีนี้คือ แม้ว่าแต่ละชิ้นจะมีรูปร่างแตกต่างกัน แต่ก็ยังสามารถผลิตออกมาได้อย่างสม่ำเสมอจากชุดงานหนึ่งไปยังอีกชุดหนึ่ง ผู้เชี่ยวชาญในอุตสาหกรรมให้ความสนใจด้านนี้มาหลายปีแล้ว และบริษัทต่างๆ เช่น CNCrush ก็รายงานผลลัพธ์ที่คล้ายกันในปี 2024 ซึ่งแสดงให้เห็นถึงความน่าเชื่อถือของกระบวนการผลิตเหล่านี้ที่เพิ่มขึ้นอย่างมาก
ผู้ผลิตชั้นนำรวมกระบวนการที่ได้รับการรับรองตามมาตรฐาน ISO 9001 เข้ากับเครื่องมือวัดขั้นสูง เช่น CMMs และโพรบแกนหมุน การสแกนด้วยเลเซอร์แบบเรียลไทม์ใช้ตรวจสอบความคลาดเคลื่อนของฝาครอบอลูมิเนียมระหว่างการกลึง ซึ่งช่วยลดงานแก้ไขหลังการผลิตลง 30% เมื่อเทียบกับวิธีการแบบเดิม
การสร้างต้นแบบอย่างรวดเร็วช่วยให้สามารถทดสอบการทำงานของฝาครอบแมกนีเซียมหรือคอมโพสิตภายใน 72 ชั่วโมง ซึ่งเป็นสิ่งจำเป็นสำหรับการพัฒนาเครื่องยนต์แข่งและเครื่องยนต์ไฮบริด การผลิตด้วยเครื่อง CNC ปริมาณน้อย (50–500 หน่วย) ทำให้ผู้ผลิตอุปกรณ์ดั้งเดิมสามารถตรวจสอบการออกแบบโดยไม่ต้องลงทุนในแม่พิมพ์หล่อที่มีราคาแพง ช่วยเร่งระยะเวลาในการออกสู่ตลาด
การทำงานร่วมกันตั้งแต่เนิ่นๆ ระหว่างทีมออกแบบและทีมการผลิต ช่วยลดของเสียจากวัสดุและลดความซับซ้อนในการกลึง งานศึกษาปี 2023 พบว่า การทบทวนการออกแบบตามแนวทาง DFM ช่วยลดต้นทุนต่อชิ้นส่วนลงได้ 18% สำหรับชิ้นส่วนที่ต้องการความแม่นยำสูง เช่น ฝาครอบเครื่องยนต์แบบเทอร์โบ ด้วยการร่วมมือกับผู้ผลิตที่มีประสบการณ์ จะทำให้มั่นใจได้ว่าเจตนาในการออกแบบสอดคล้องกับความสามารถในการผลิต
เลือกผู้จัดจำหน่ายที่มีประสบการณ์เฉพาะทางด้านการผลิตชิ้นส่วนเครื่องยนต์ไม่น้อยกว่า 10 ปี ผู้ผลิตชั้นนำจะต้องผ่านการตรวจสอบตามมาตรฐาน IATF 16949 ทุกปี ซึ่งช่วยลดอัตราข้อบกพร่องลงได้ 34% (รายงานวิศวกรรมยานยนต์ ปี 2023) เกณฑ์การประเมินที่สำคัญ ได้แก่:
การวิเคราะห์ในปี 2023 ของผู้จัดจำหน่ายชิ้นส่วนยานยนต์ 12 ราย เปิดเผยว่า ผู้ผลิตที่ใช้ การบำรุงรักษาเชิงคาดการณ์ขับเคลื่อนด้วยปัญญาประดิษฐ์ ในการดำเนินงาน CNC มีอัตราการส่งมอบตรงเวลาสูงกว่า 23% ผู้พัฒนาระบบขับเคลื่อนรายหนึ่งรายงานว่า 94% ของเครื่องยนต์ของพวกเขาทำงานได้โดยไม่มีปัญหาเป็นระยะเวลา 18 เดือน เมื่อติดตั้งฝาครอบจากผู้ผลิตที่มีลักษณะดังต่อไปนี้:
สัญญาณเตือนที่สำคัญ ได้แก่:
• กำหนดเวลาการกลึงที่คลุมเครือและเกินมาตรฐาน 6–8 สัปดาห์
• ความลังเลที่จะให้ใบรับรองวัตถุดิบหรือรายงานการตรวจสอบชิ้นงานตัวอย่างแรก
• การเปลี่ยนแปลงที่ไม่สามารถอธิบายได้เกี่ยวกับข้อกำหนดการอบความร้อนหรือพื้นผิวเคลือบ
ซัพพลายเออร์ที่ขาดกระบวนการแจ้งเตือนปัญหาอย่างชัดเจนคิดเป็น 62% ของความล่าช้าในการผลิตในโครงการเครื่องยนต์สมรรถนะสูง (การสำรวจซัพพลายเออร์อุตสาหกรรมยานยนต์โลก 2023)
ผู้ผลิตในประเทศทั่วไปมักให้การควบคุมคุณภาพที่ดีกว่าและจัดส่งได้รวดเร็วกว่า แม้ว่าต้นทุนแรงงานและวัสดุของพวกเขาจะสูงกว่าประมาณ 30 ถึง 50 เปอร์เซ็นต์เมื่อเทียบกับที่มีอยู่ต่างประเทศ ตามรายงานต้นทุนการผลิตโลกปี 2024 การอยู่ใกล้กันทำให้สามารถทำงานร่วมกันได้อย่างใกล้ชิดในเรื่องความคลาดเคลื่อนที่ต้องแม่นยำสูงของเครื่องจักร CNC และสามารถปรับเปลี่ยนแบบแปลนในนาทีสุดท้ายได้ง่าย ซึ่งเป็นสิ่งสำคัญมากสำหรับชิ้นส่วนที่เน้นประสิทธิภาพการทำงาน ในขณะที่บริษัทต่างประเทศสามารถลดค่าใช้จ่ายด้านวัสดุได้ประมาณ 20 ถึง 40 เปอร์เซ็นต์ เนื่องจากมีปริมาณการผลิตที่มากกว่า แต่โดยทั่วไปมักเผชิญกับกำหนดเวลาการขนส่งที่ไม่แน่นอน ซึ่งอาจใช้เวลานานตั้งแต่ 8 ถึง 12 สัปดาห์ และอย่าลืมถึงปัญหาการขโมยแนวคิดที่เพิ่มมากขึ้น รายงานการประเมินผู้จัดจำหน่ายอุตสาหกรรมยานยนต์ปี 2023 แสดงให้เห็นว่า ธุรกิจต่างๆ มีโอกาสสูญเสียข้อมูลสิทธิ์ในทรัพย์สินทางปัญญาเกือบเป็นสองเท่า เมื่อทำงานกับผู้จัดจำหน่ายในประเทศที่ไม่มีการคุ้มครองสิทธิในทรัพย์สินอุตสาหกรรมที่เพียงพอ
แนวทางการผลิตแบบทันเวลา (just-in-time) มักทำงานได้อย่างมีประสิทธิภาพมากที่สุดเมื่อทำงานกับซัพพลายเออร์ในประเทศที่ตั้งอยู่ห่างจากสถานที่ประกอบสินค้าประมาณ 500 ไมล์ ความใกล้ชิดนี้ช่วยลดปัญหาด้านการขนส่งที่อาจทำให้กำหนดการผลิตล่าช้า เมื่อบริษัทจัดหาวัสดุจากต่างประเทศ พวกเขาจำเป็นต้องเก็บสต็อกสำรองไว้ประมาณสองเดือนเพื่อเป็นตัวกันความล่าช้าที่หลีกเลี่ยงไม่ได้จากการตรวจศุลกากรและปัญหาการจัดส่งที่เราเผชิญกันในปัจจุบัน ตามงานวิจัยด้านโลจิสติกส์เมื่อปีที่แล้ว สต็อกเพิ่มเติมนี้เพียงอย่างเดียวทำให้ต้องใช้ค่าใช้จ่ายเพิ่มขึ้นระหว่าง 18,000 ถึง 35,000 ดอลลาร์สหรัฐต่อเดือนต่อซัพพลายเออร์ และยังไม่นับรวมภาษีนำเข้าที่ผันผวนซึ่งเกิดขึ้นทั่วไปเนื่องจากความตึงเครียดทางภูมิรัฐศาสตร์ ค่าใช้จ่ายเพิ่มเติมเหล่านี้สามารถกินกำไรที่คาดไว้และทำให้ราคาสุดท้ายของสินค้า เช่น ชิ้นส่วนอะลูมิเนียมหล่อ เพิ่มขึ้นประมาณ 7 ถึง 22 เปอร์เซ็นต์ เนื่องจากปัจจัยทั้งหมดเหล่านี้ ผู้ผลิตชั้นนำจำนวนมากเริ่มใช้กลยุทธ์การจัดหาแบบผสมผสาน (hybrid sourcing strategy) โดยรวมความเชี่ยวชาญจากผู้ให้บริการกลึง CNC ในท้องถิ่นที่เชื่อถือได้ เข้ากับโรงงานหล่อต่างประเทศที่ผลิตชิ้นส่วนที่ไม่สำคัญนัก วิธีนี้ช่วยสร้างสมดุลที่ดีกว่าระหว่างการควบคุมต้นทุน การรักษามาตรฐานคุณภาพของผลิตภัณฑ์ และการสร้างเครือข่ายการจัดหาที่ยืดหยุ่นและแข็งแกร่งยิ่งขึ้นโดยรวม
สงวนลิขสิทธิ์ © 2025 โดยบริษัท หางโจว หนานเซิน ออโต้ พาร์ทส์ จำกัด — นโยบายความเป็นส่วนตัว
